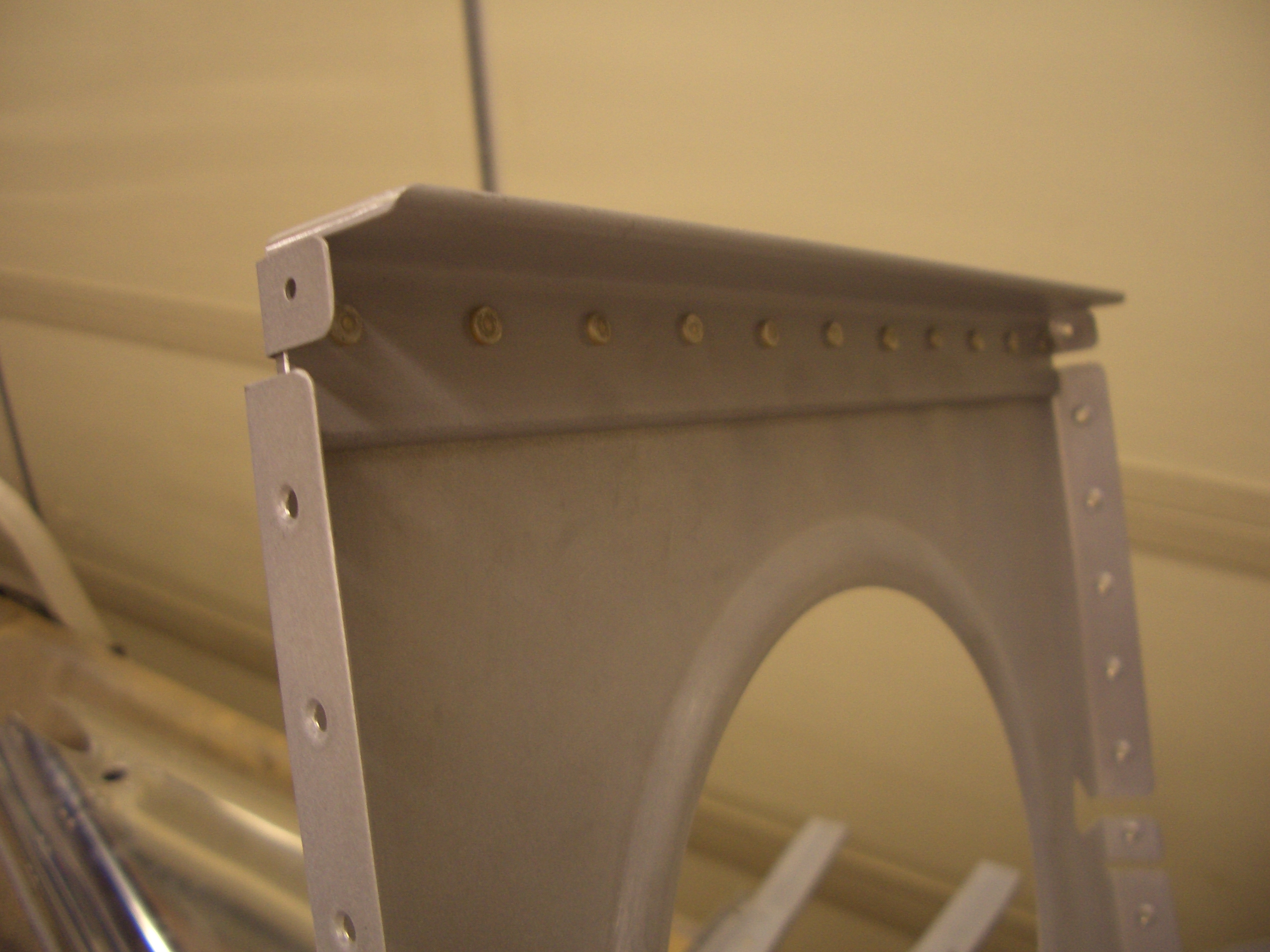
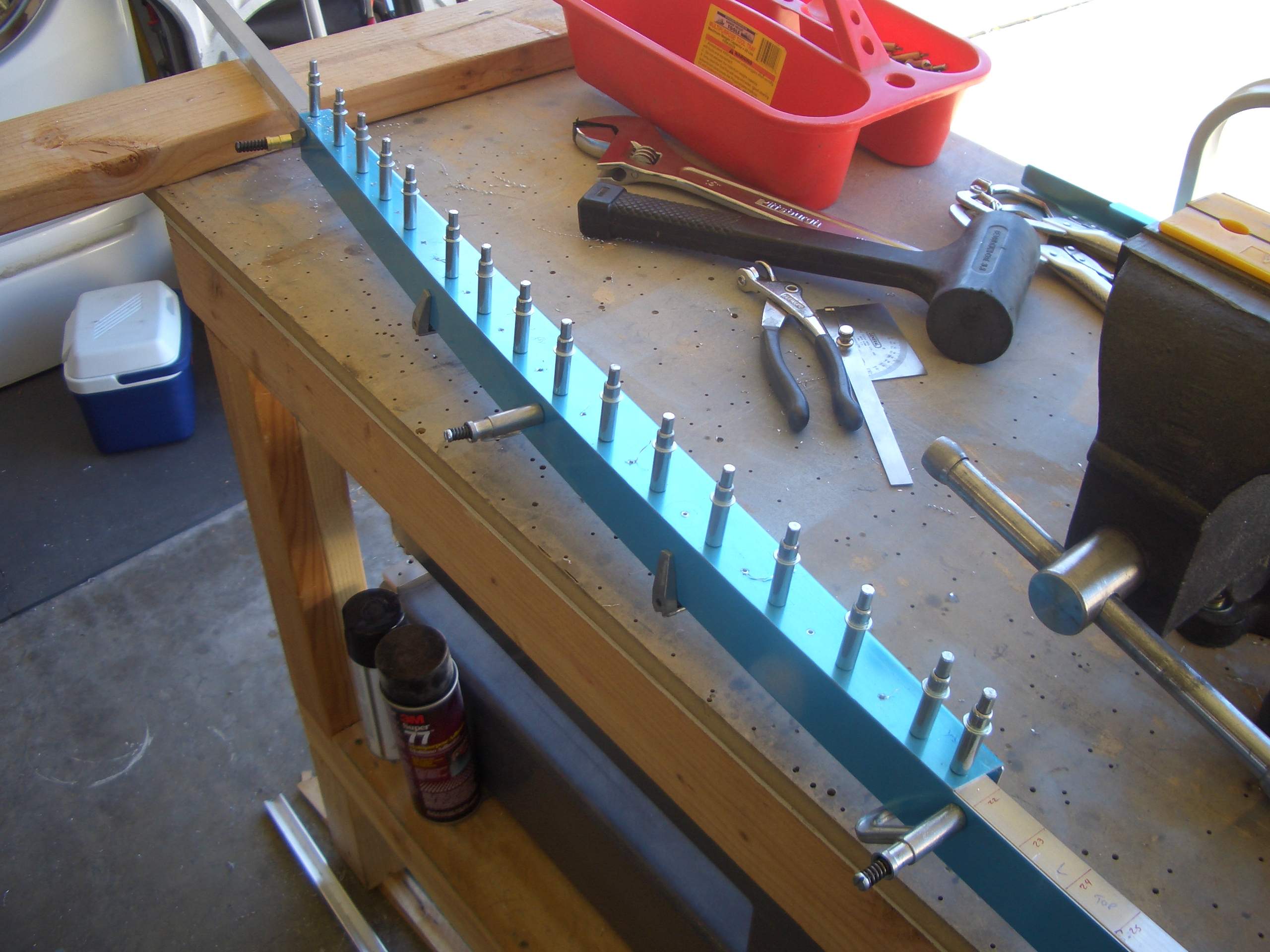
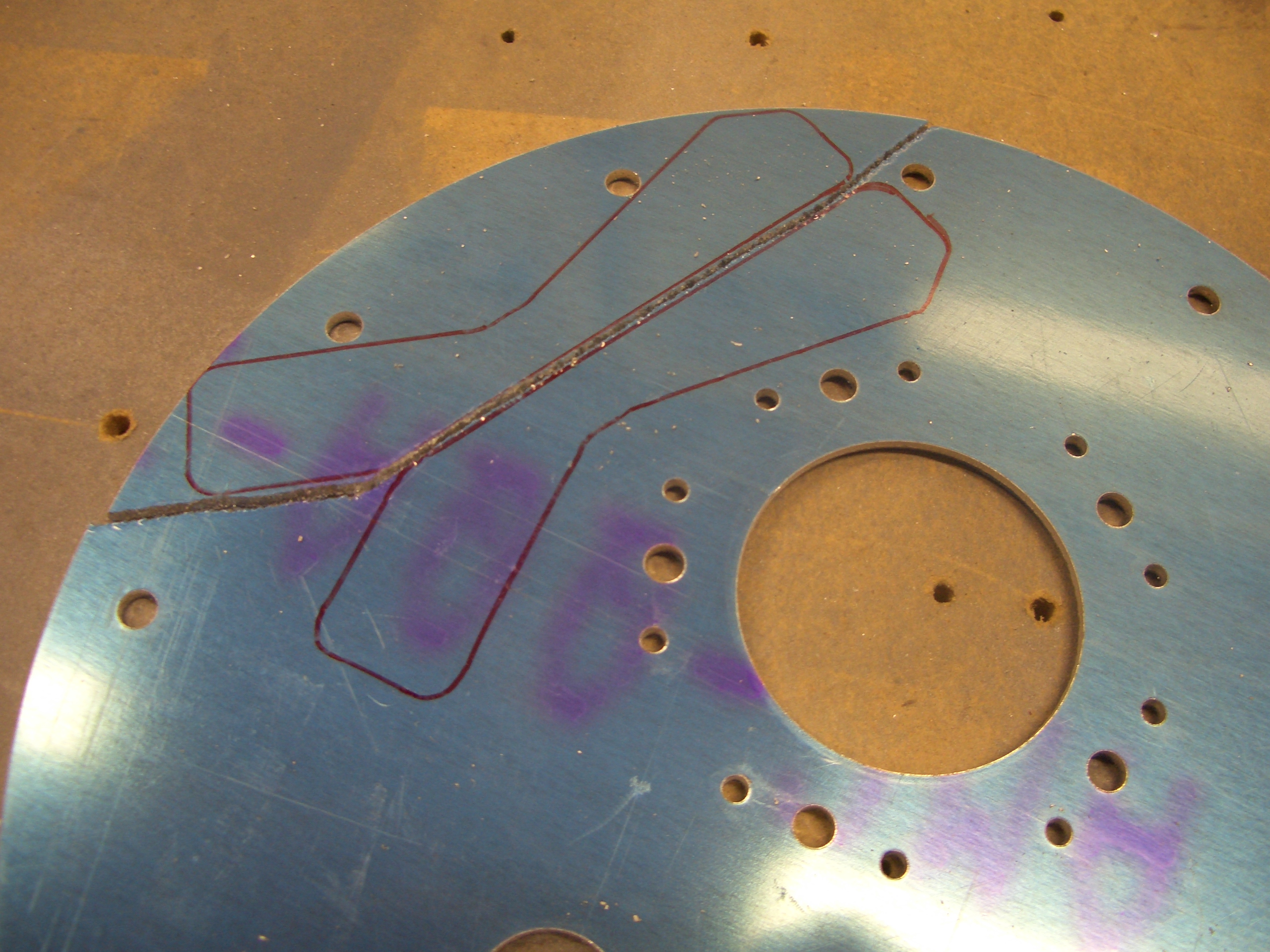
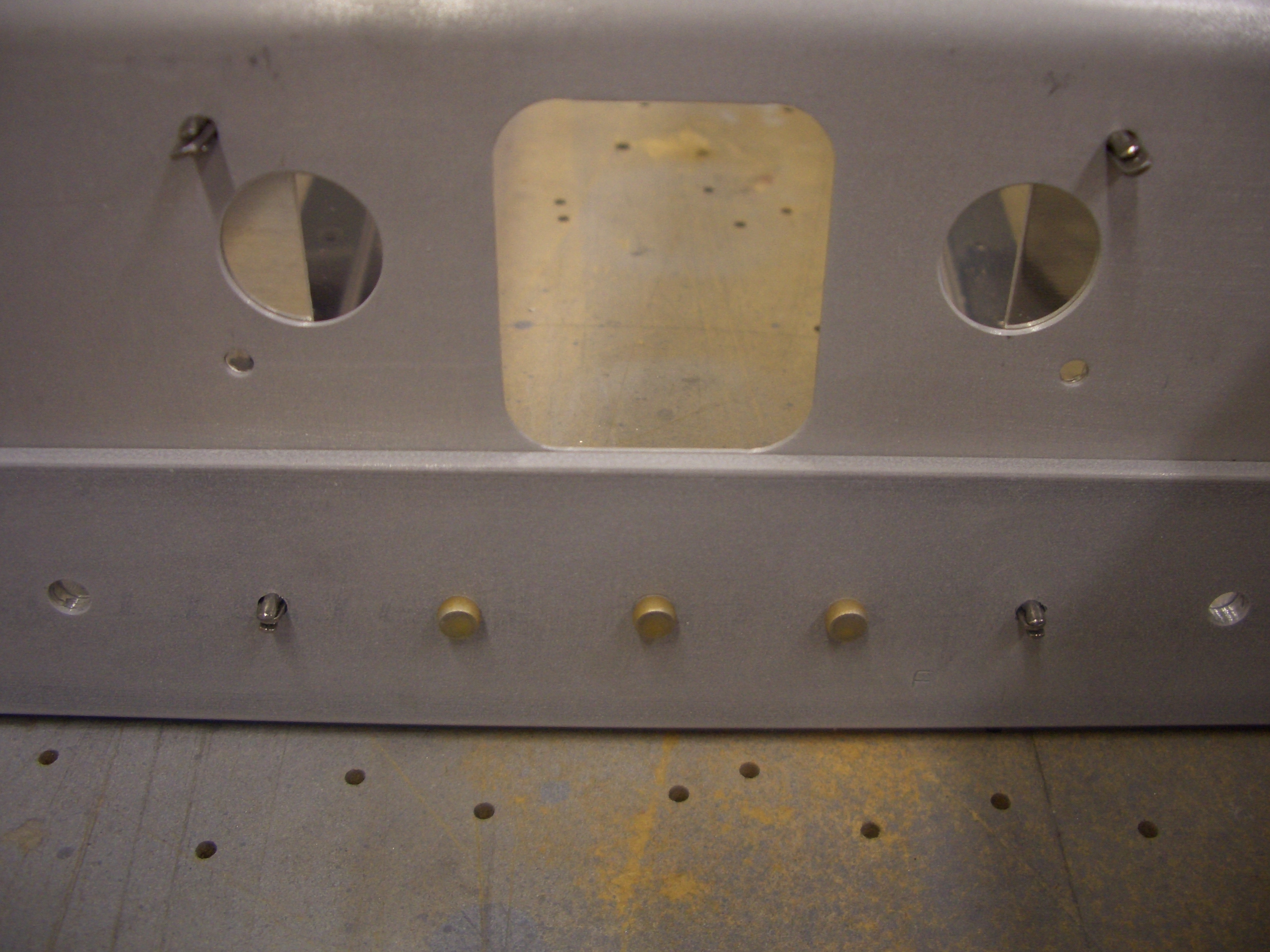
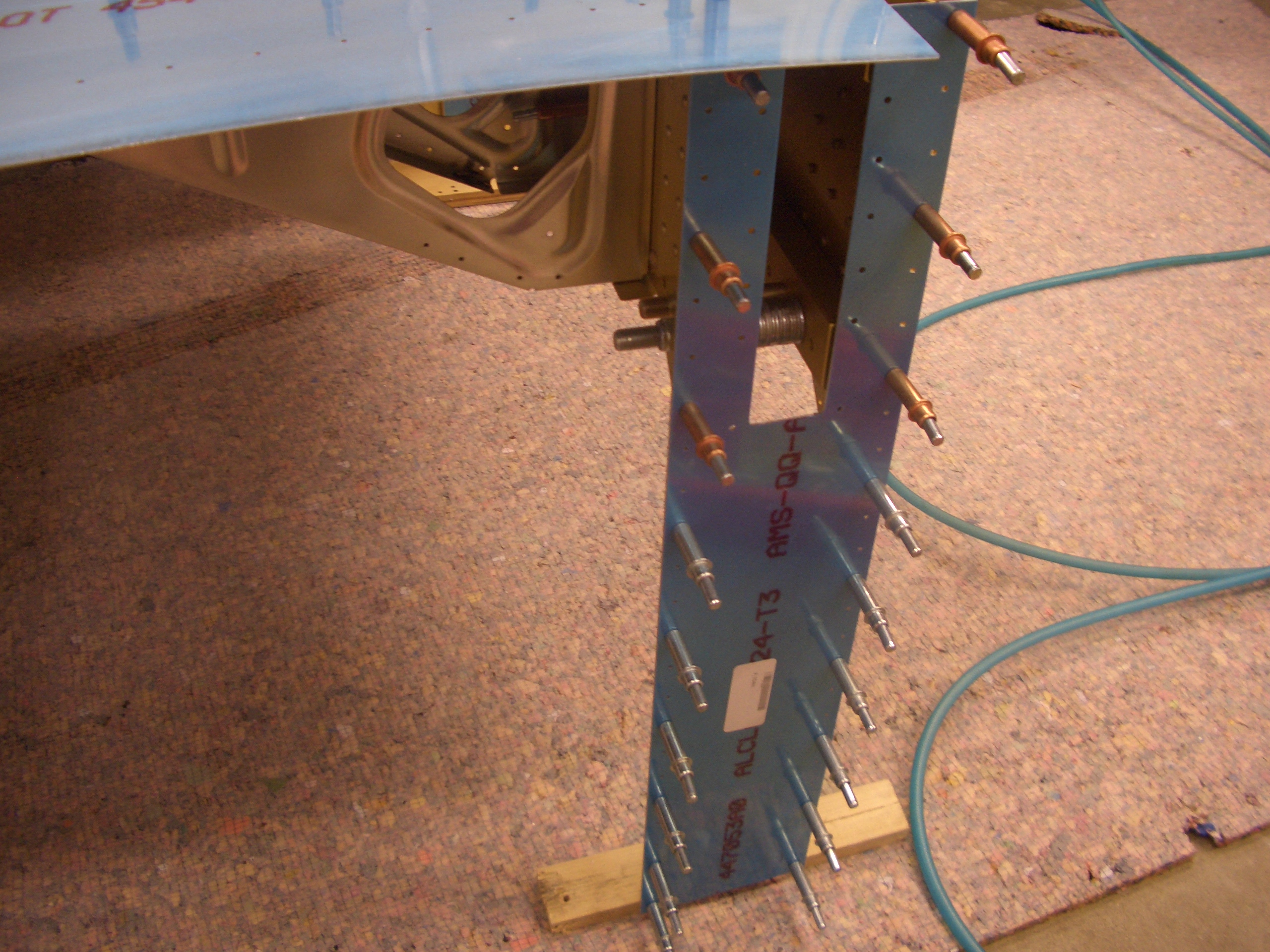
When I drilled my tailwheel spring mount, somehow one of the holes came out lower than it should (this picture is upside down, so the right hole looks too high). Van’s confirmed the reduced edge distance wasn’t an issue, but I wanted to make sure the misplaced hole wasn’t causing the mount to be cocked to one side. I clecoed the two rear bulkheads back to the tail skin with the mount between them and took a bunch of measurements.
Despite my best effort at positioning the mount, the tailwheel was cocked to one side about 2º. I don’t know if that is significant enough that it would affect the handling, but it would be virtually impossible to change later, and it would bug me knowing that it’s not correct, so I ordered a new one from Van’s. It came in today, so I wanted to get it drilled to the fuselage tonight.
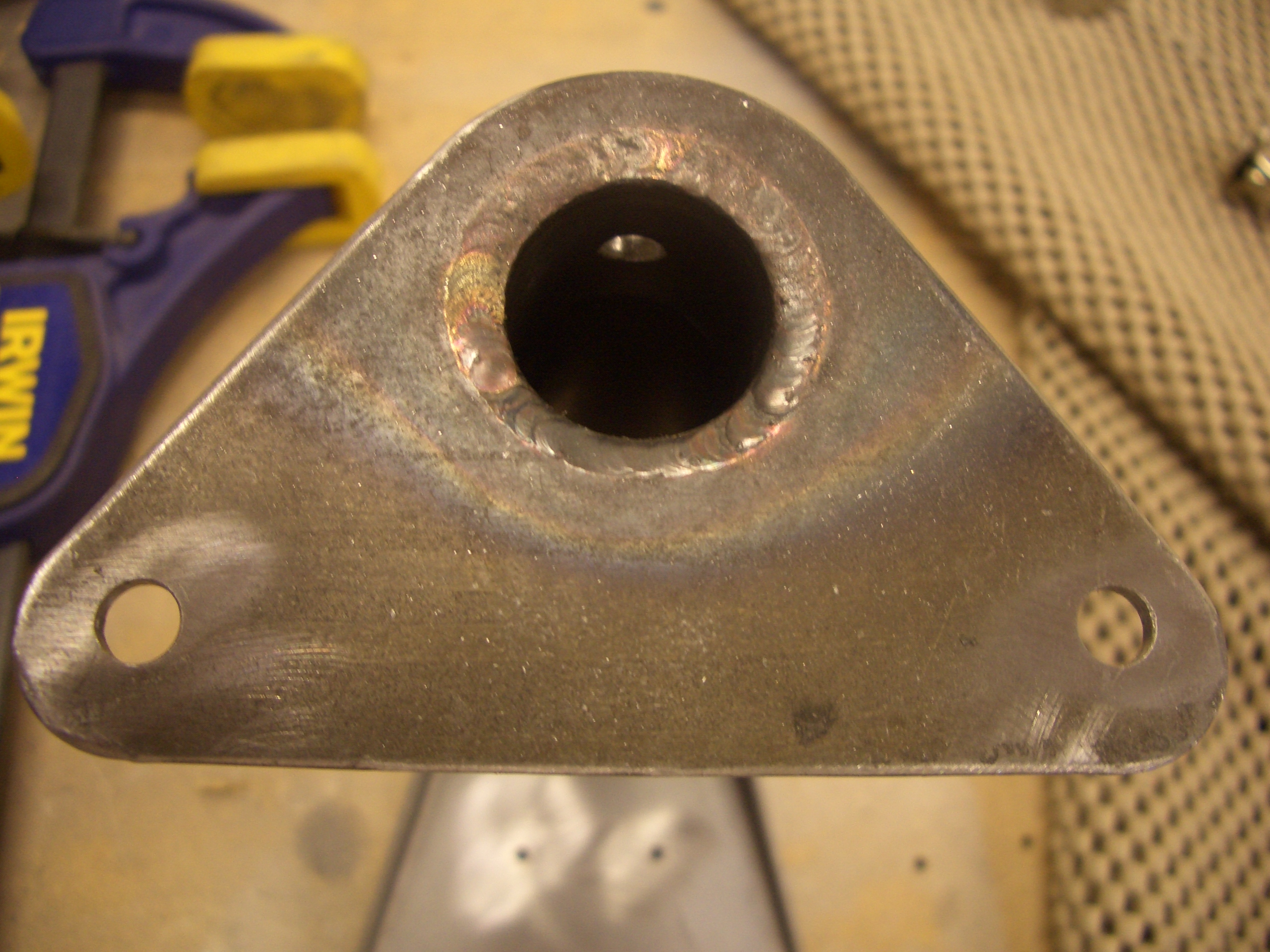
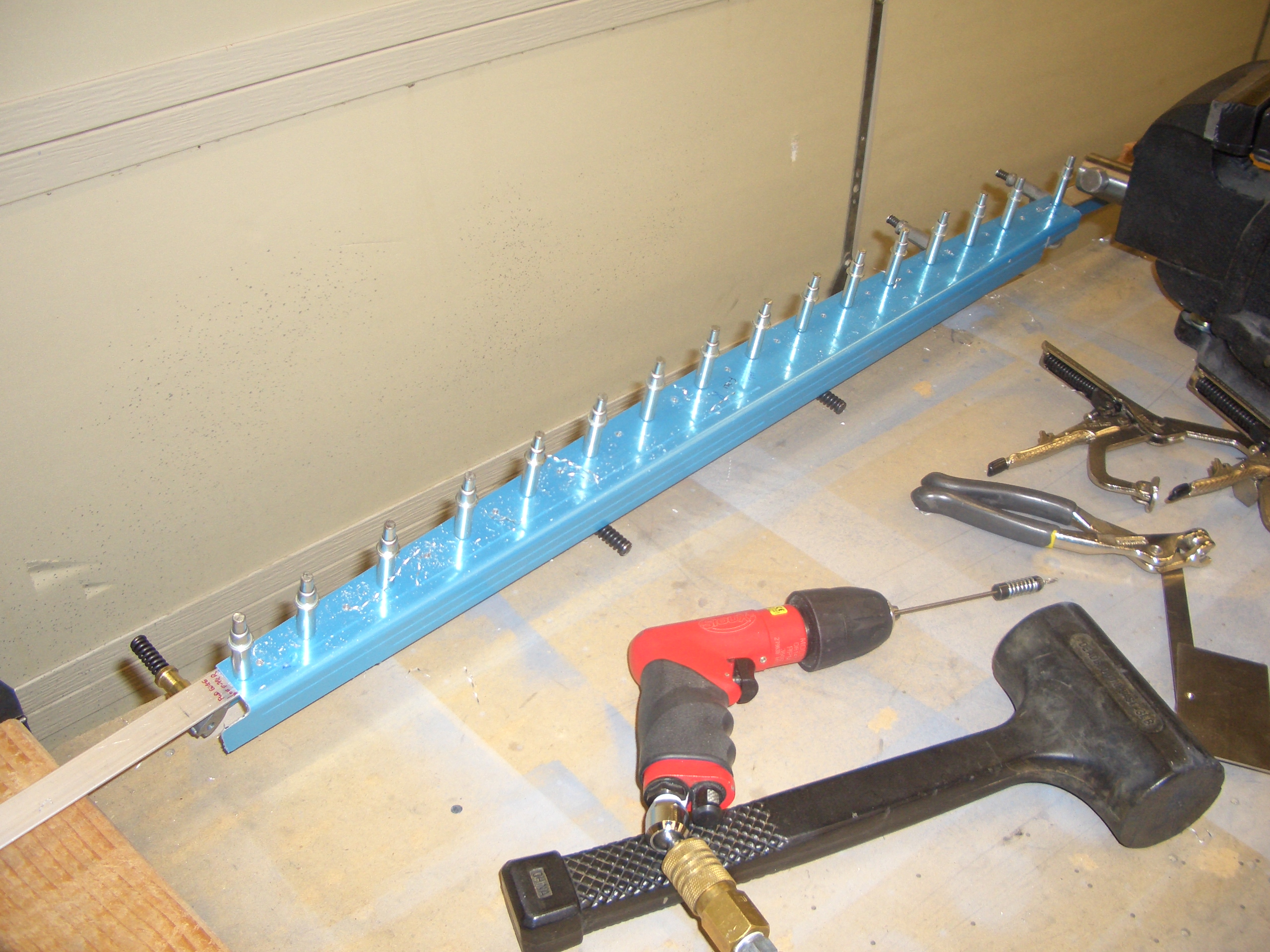
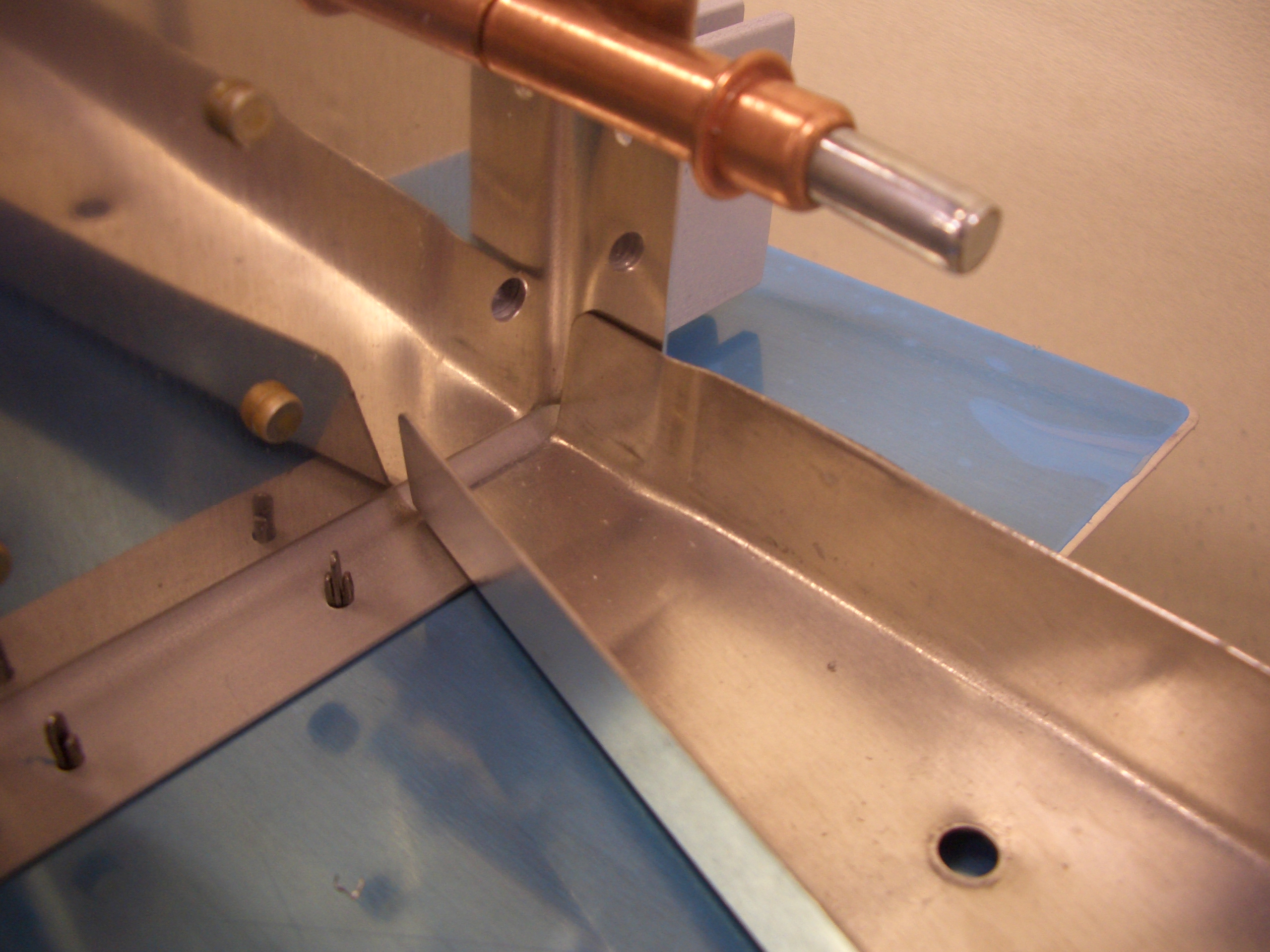
Unfortunately, the new mount didn’t have the hole drilled in it that attaches the mount to the spring (the one under the drill bit). I needed to figure out how to drill a hole in the mount that would somehow line up with the hole in the spring inside. What I ended up doing was positioning my v-block so that the hole would be the right distance from the right end when the flange was butted up against the v-block. I then took a reading with my digital level of the angle of the flange top edge when the drill bit was pushed all the way through the old mount. I then positioned the new mount so the flange top edge was at the same angle and clamped it down. I drilled through the top wall of the tube and then put the spring in place and lined up the holes. I then used that as a guide to drill the bottom wall of the tube. This resulted in perfect alignment of the holes.

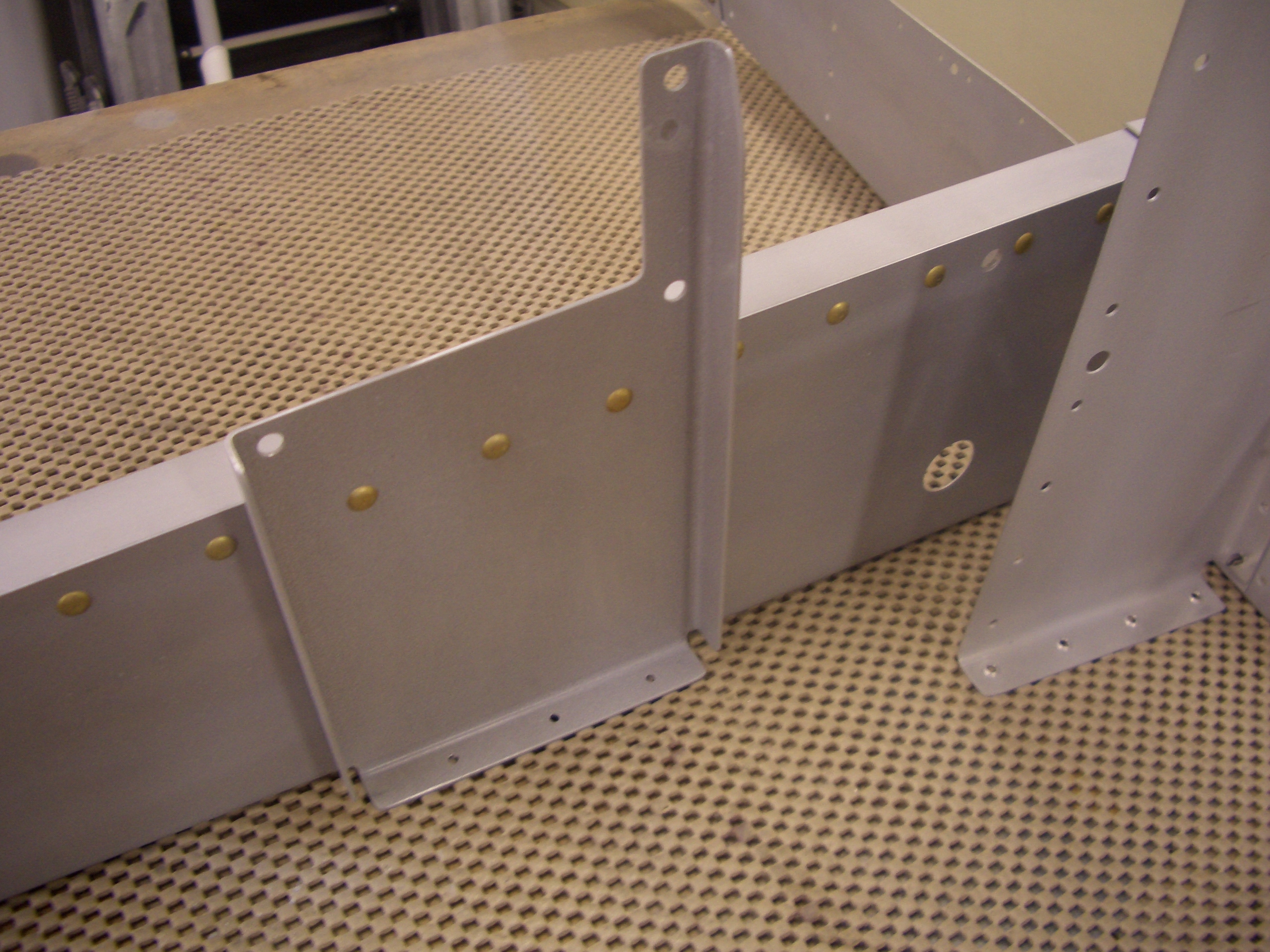
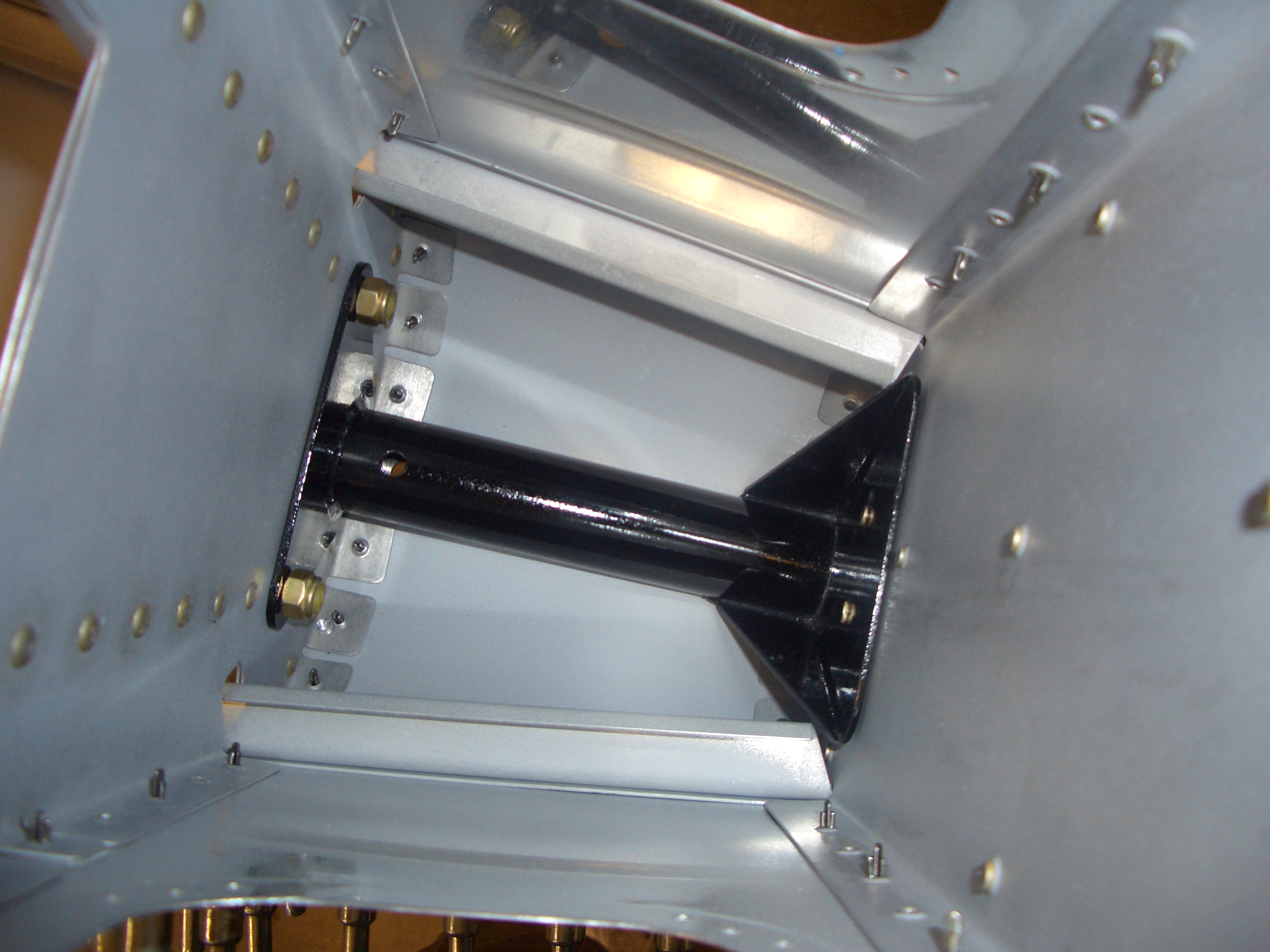
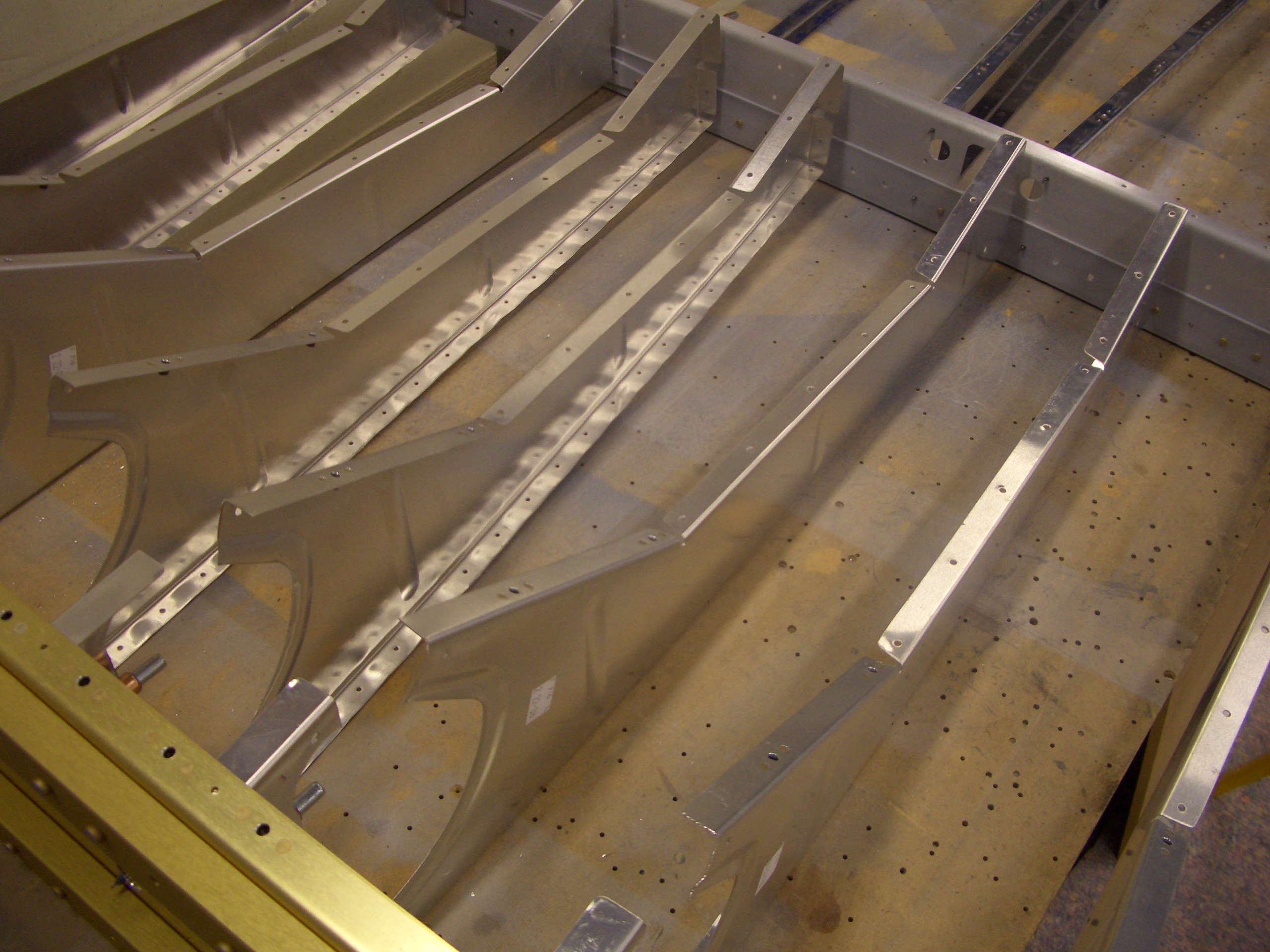
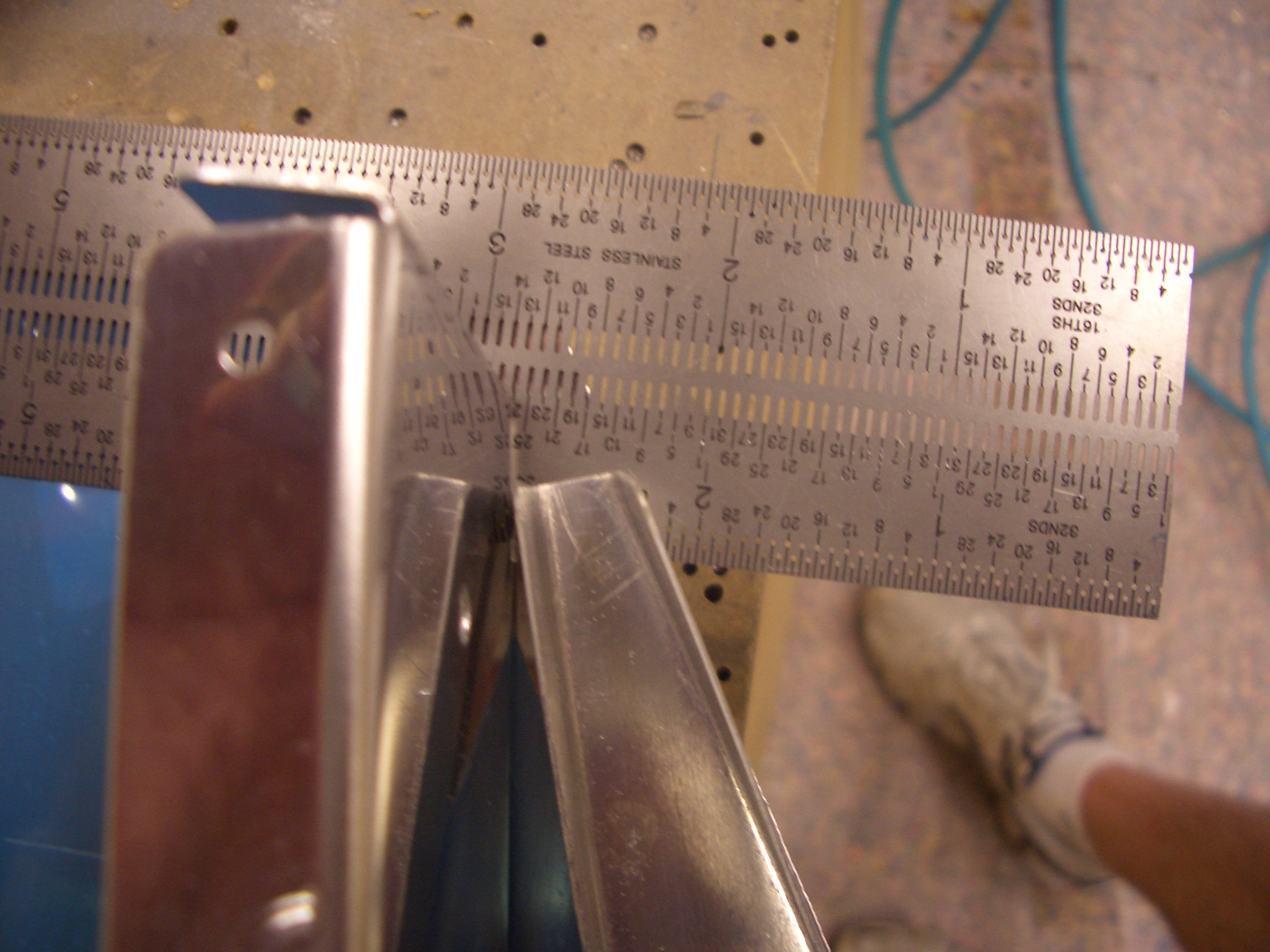
I then used some scrap 1/8″ angle to make sure the tailwheel fork tube was exactly perpendicular to the tail skin. This picture shows how the angle is clamped to the tailwheel fork tube and rests on the tail skin.
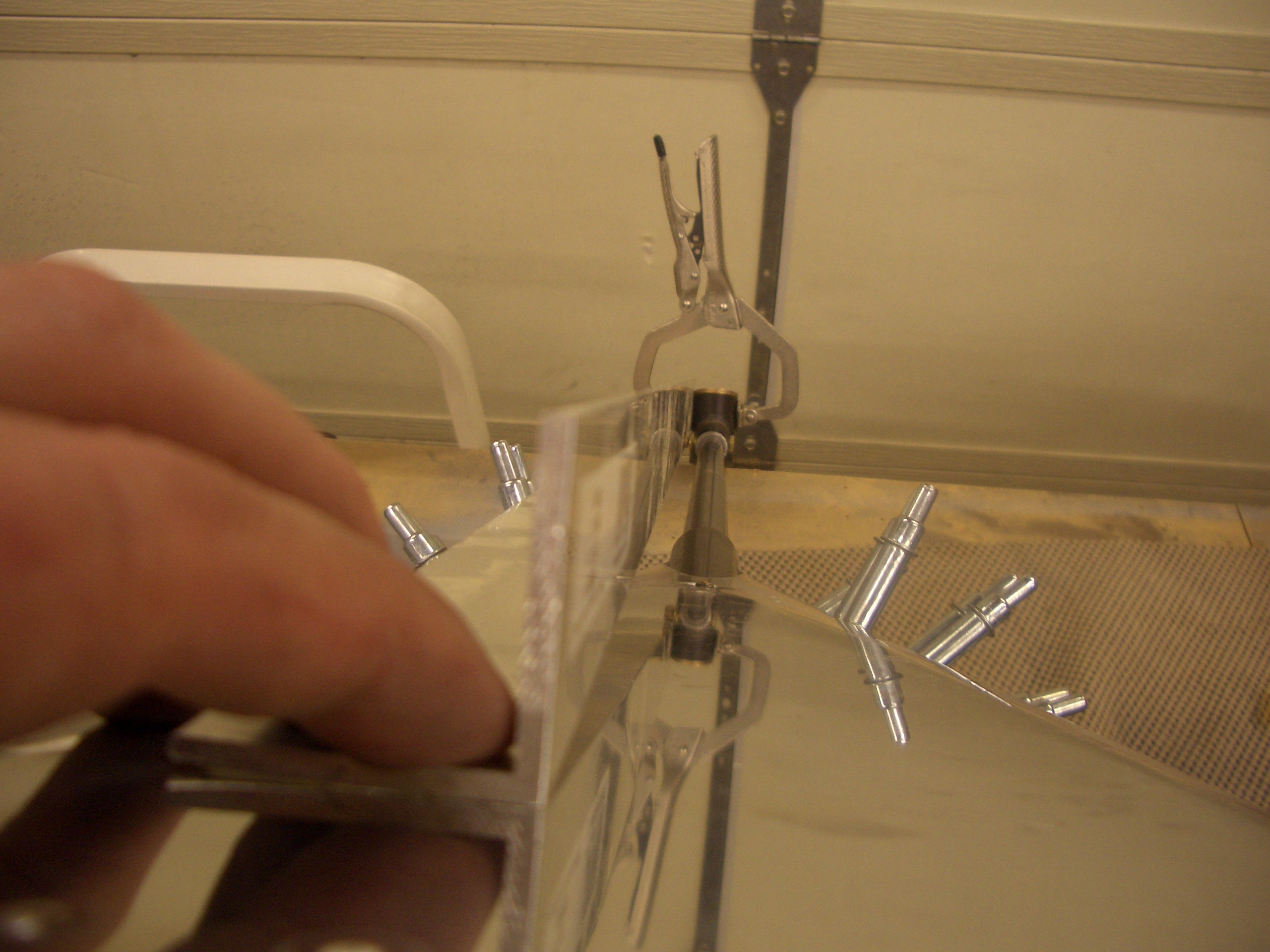
And here you can see that this is perfectly perpendicular. I clamped the angle to both sides of the tailwheel fork tube to make sure the measurements agreed.
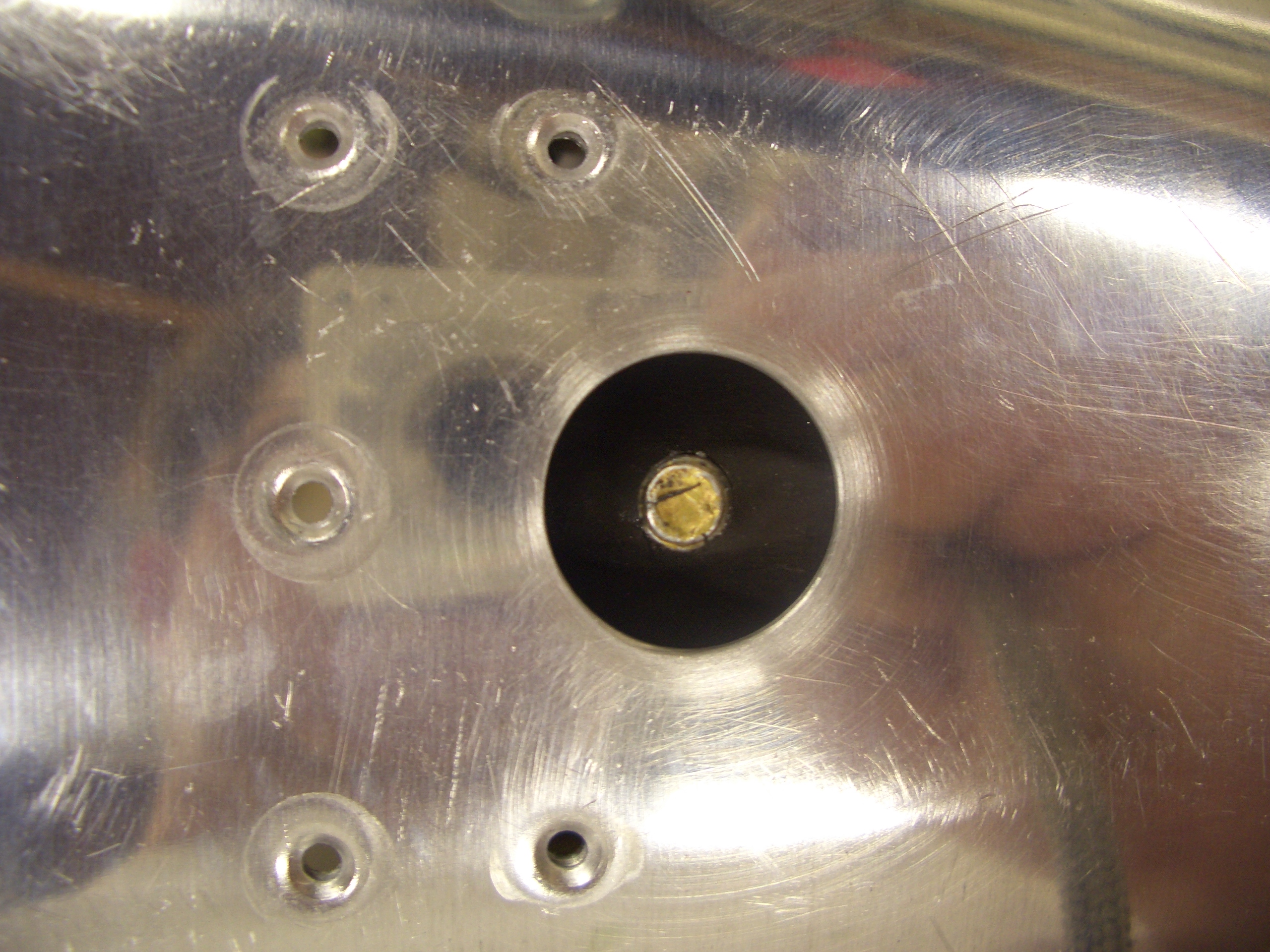
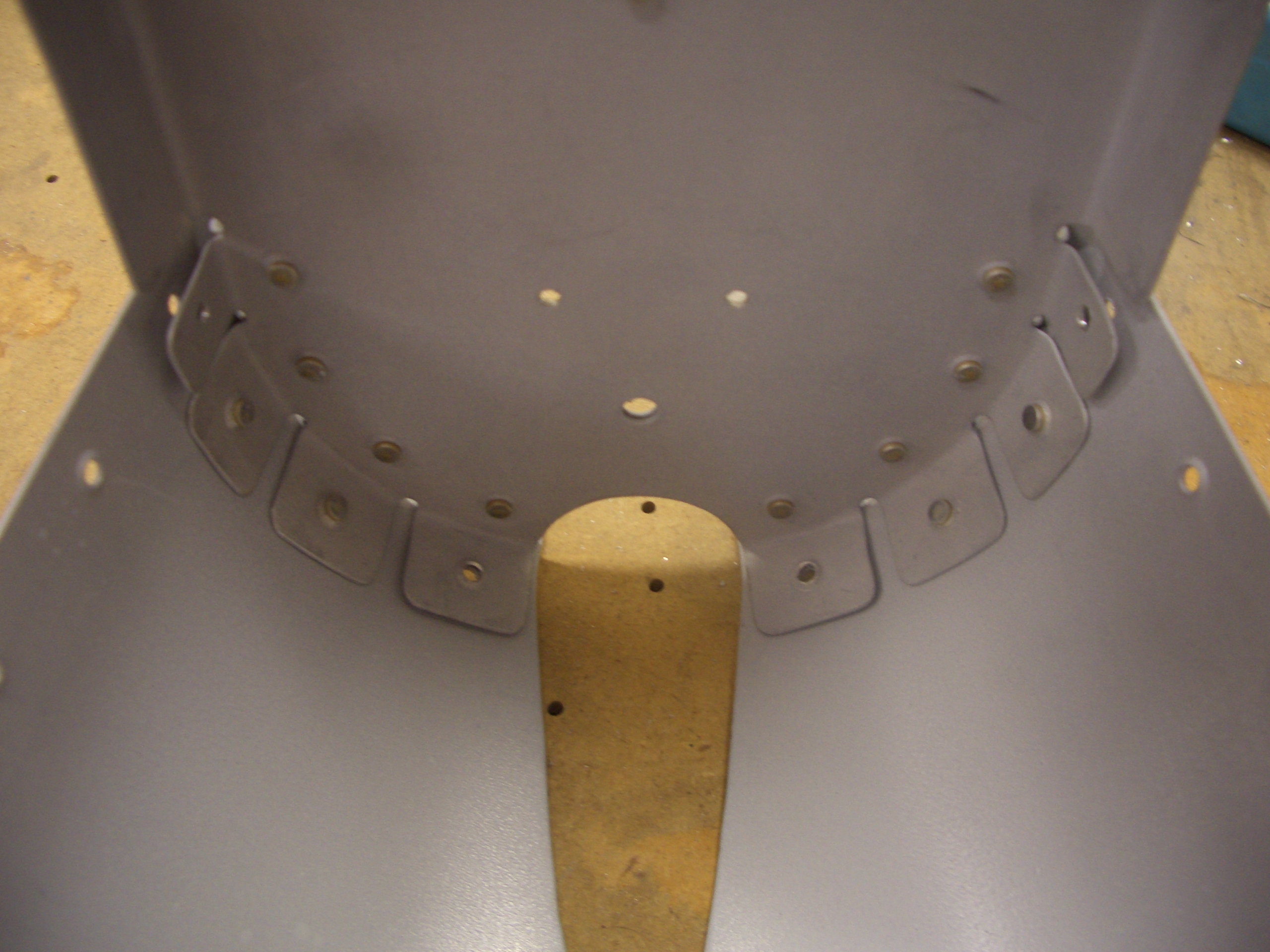
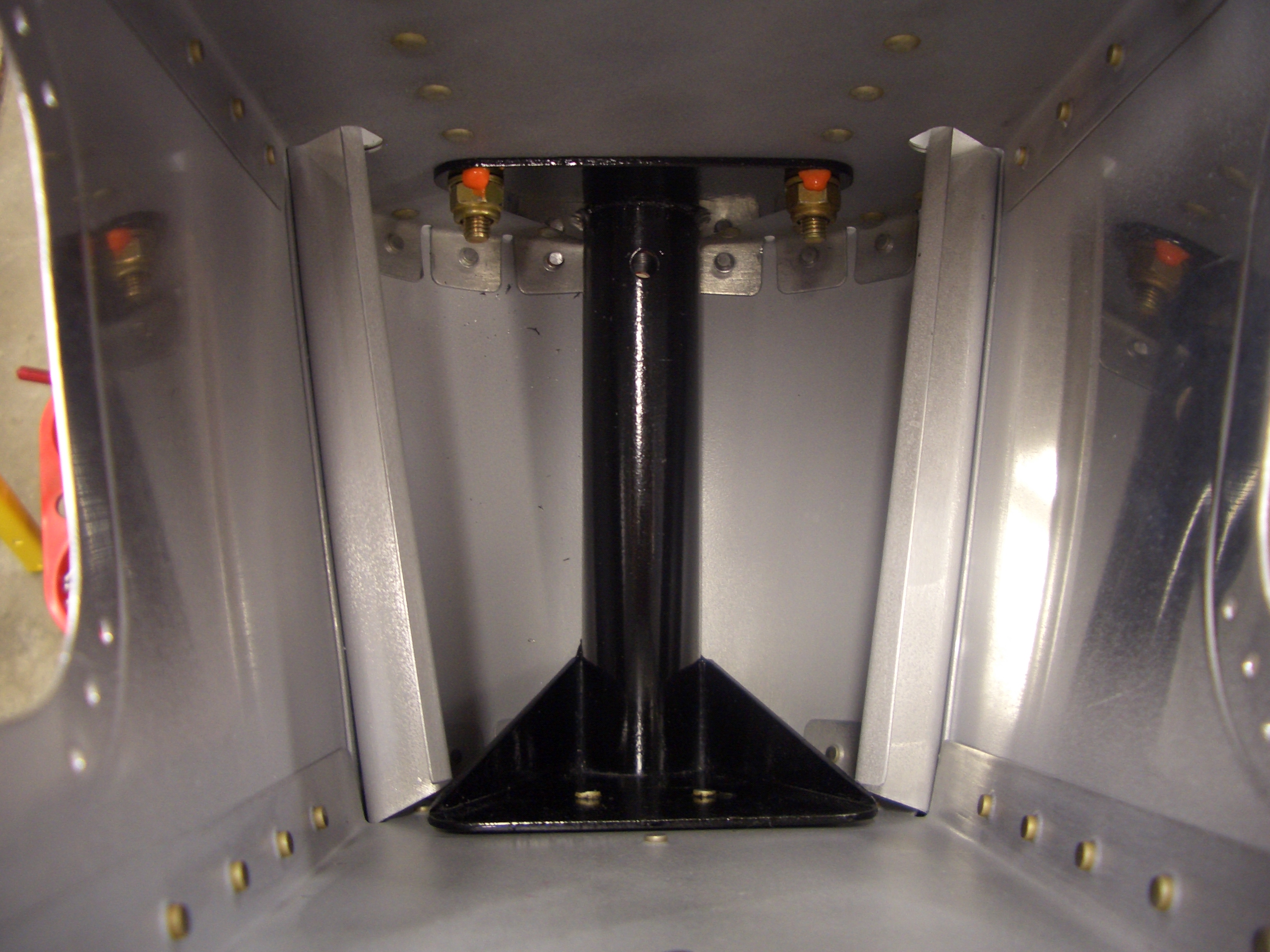
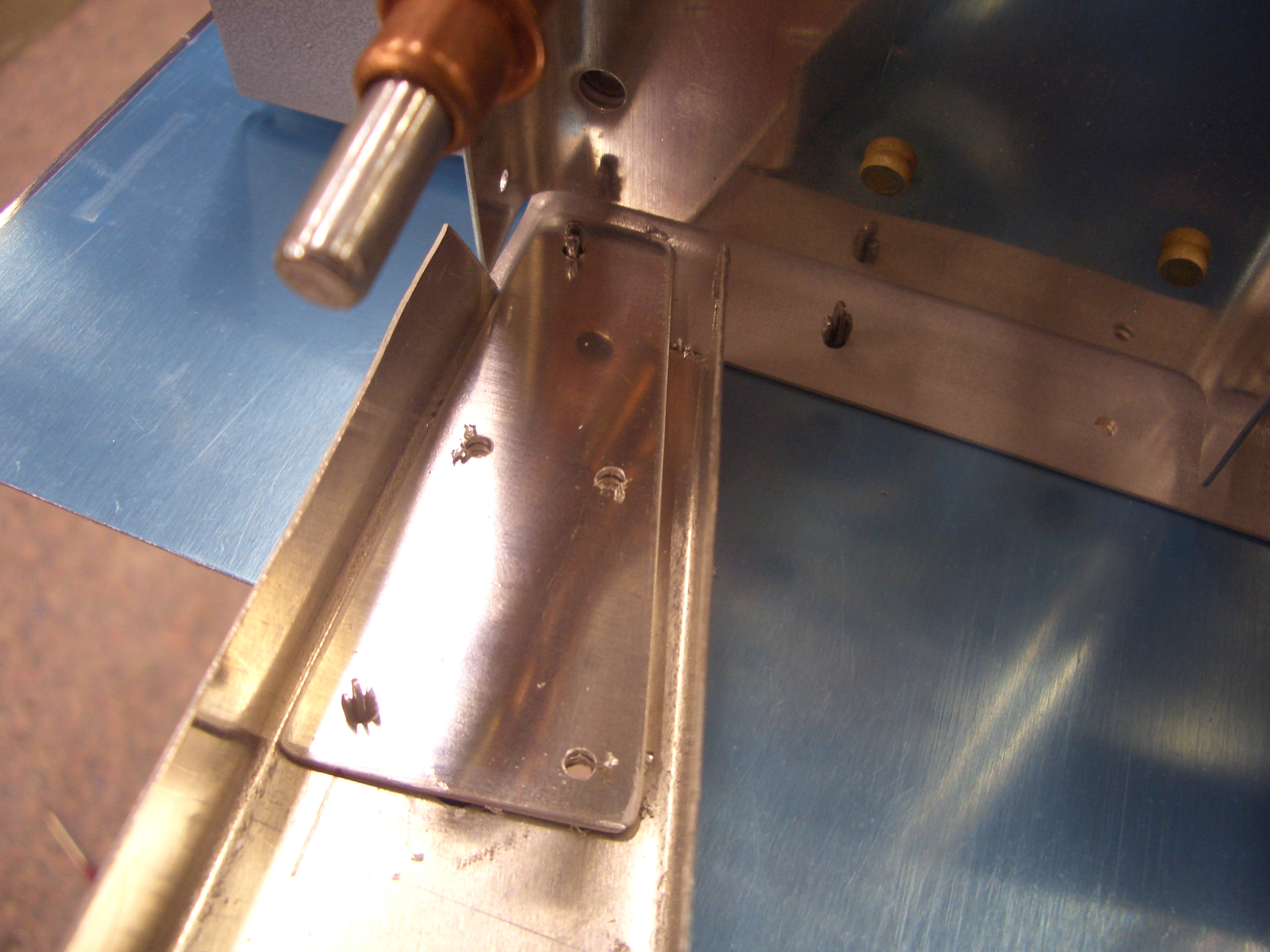
This shows that the tailspring bolt is perfectly centered in the hole in the tail skin (with the old mount, the bolt was cocked noticeably to one side). After everything was clamped in place, I drilled the mount to the F-711 and F-712 bulkheads. I double checked that the tailwheel fork tube was straight, and it was perfect (easily within 0.1º of vertical); I feel much better now.