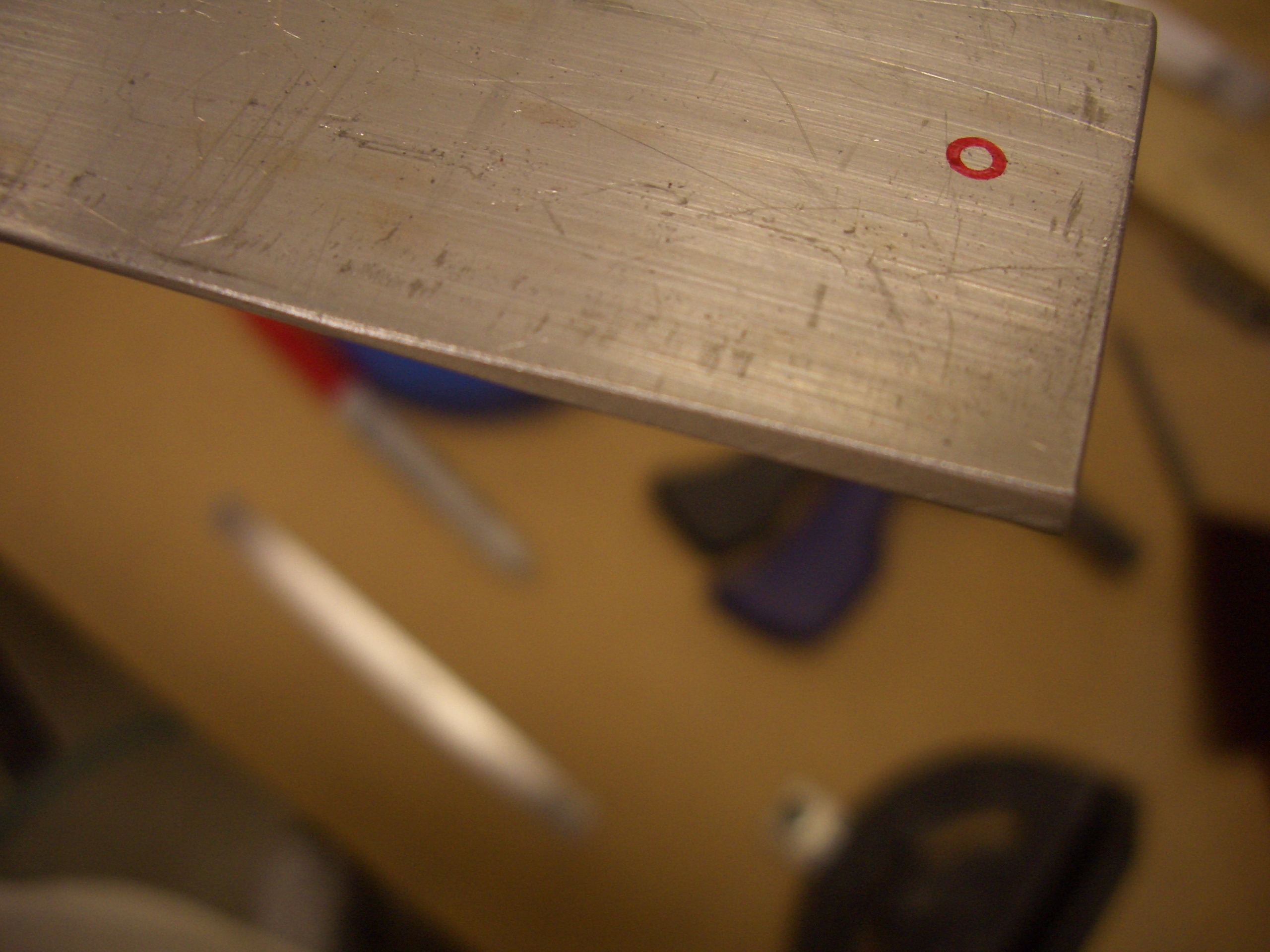
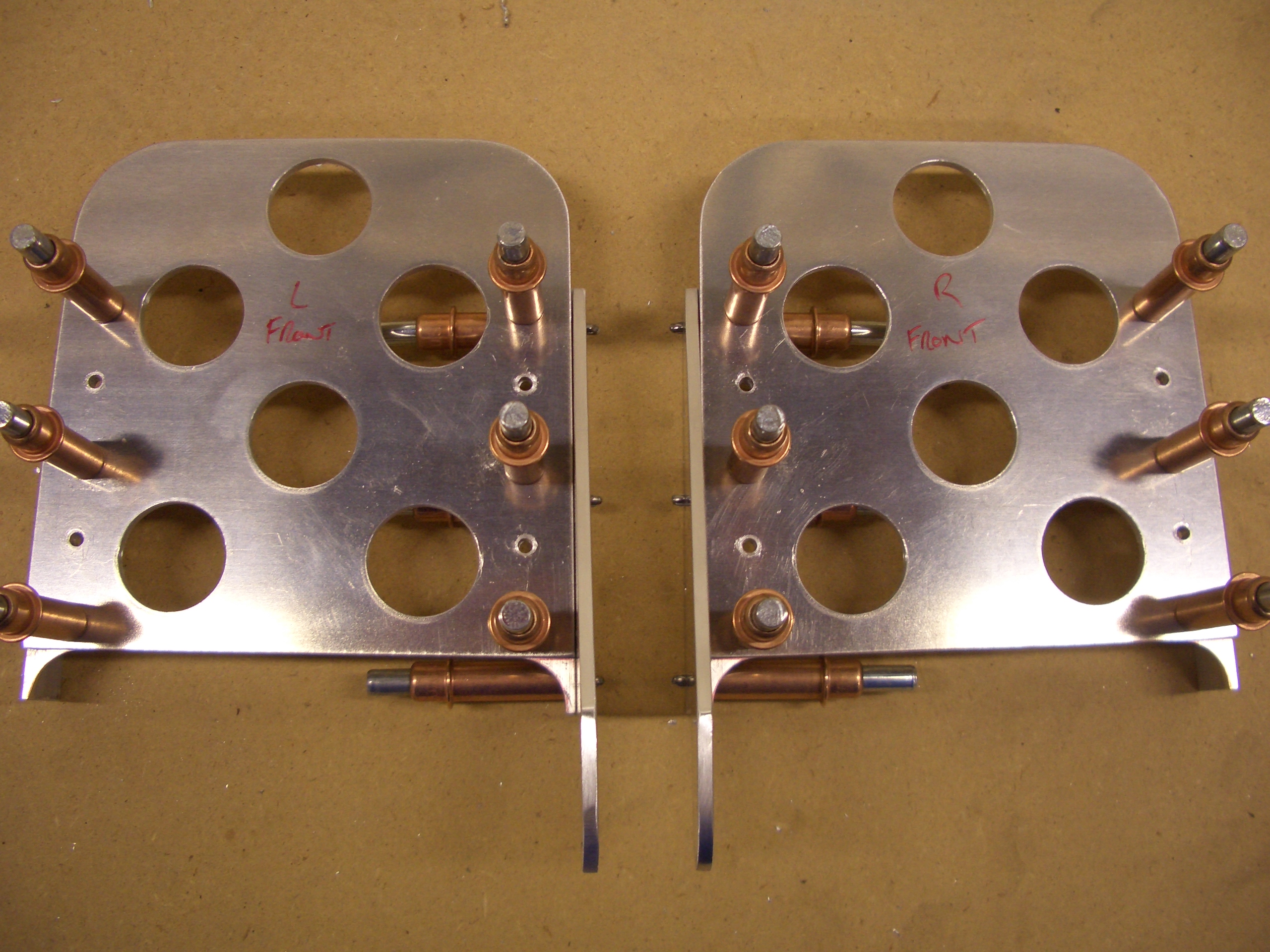
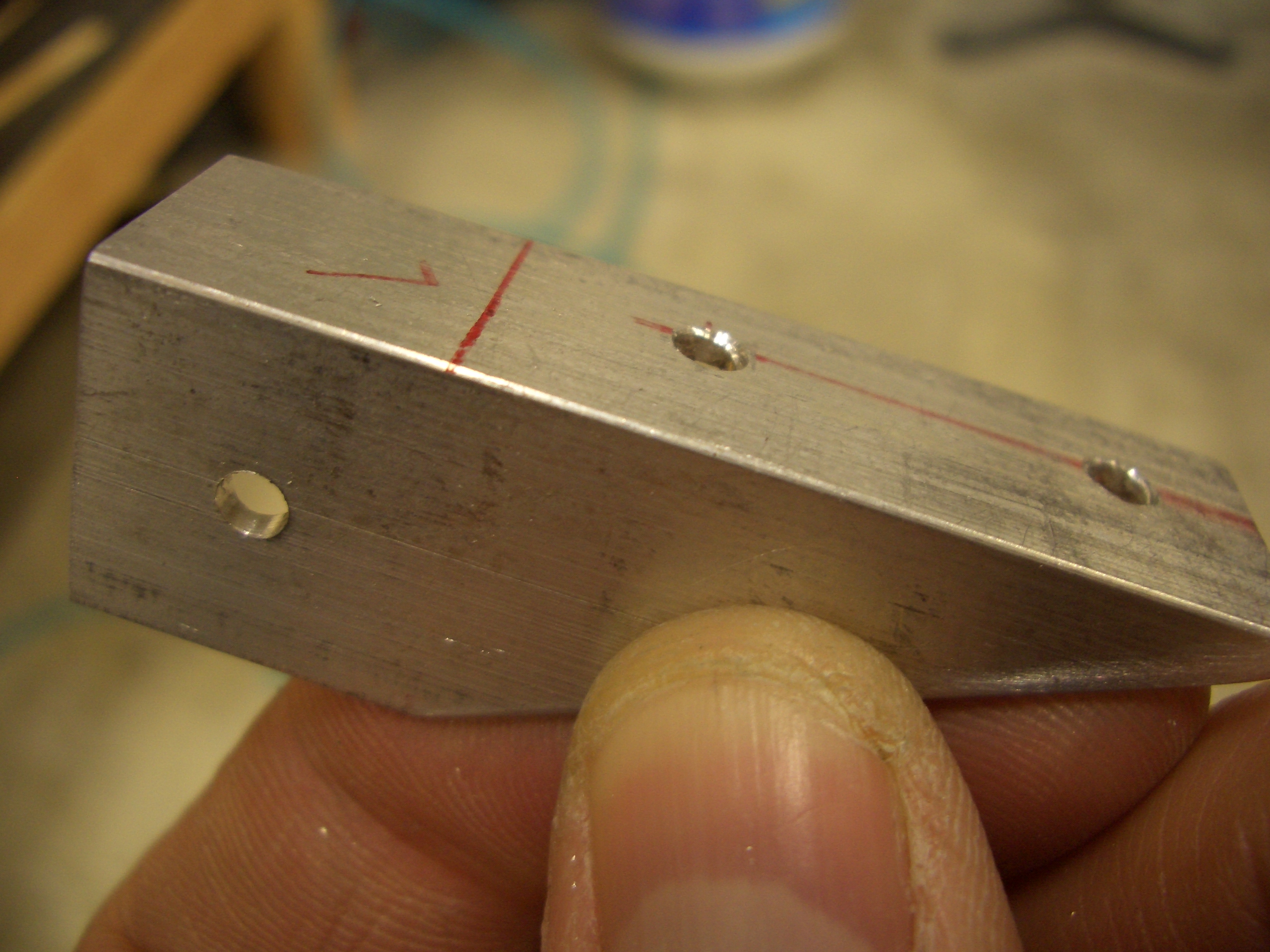
I fabricated the two F-719B angle clips from some raw stock. I subsequently drilled the two holes on the edge that mates with the skin stiffeners. I didn’t drill the hole in the other leg since there would then be no easy way to match drill it to the firewall stiffener.

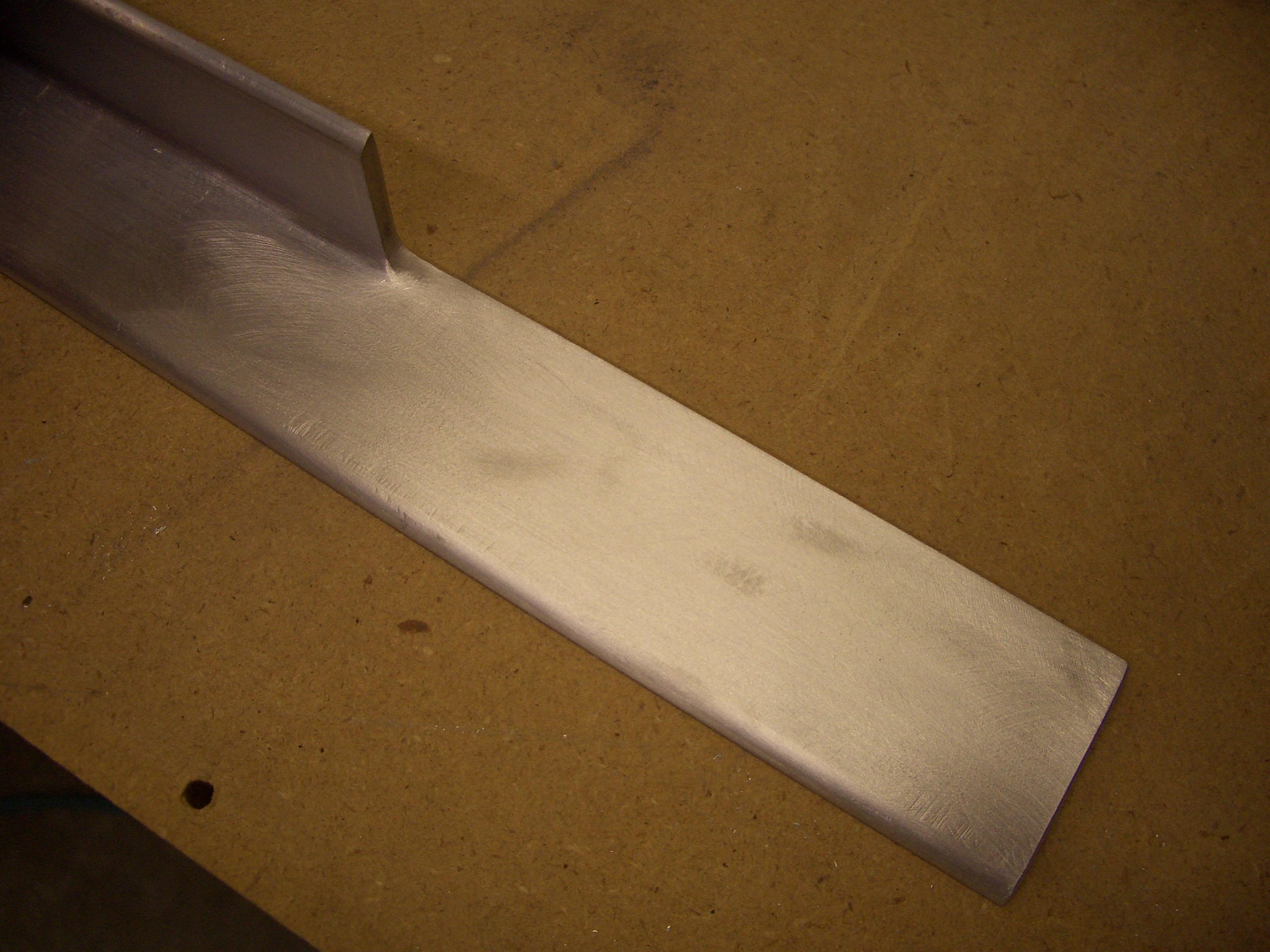
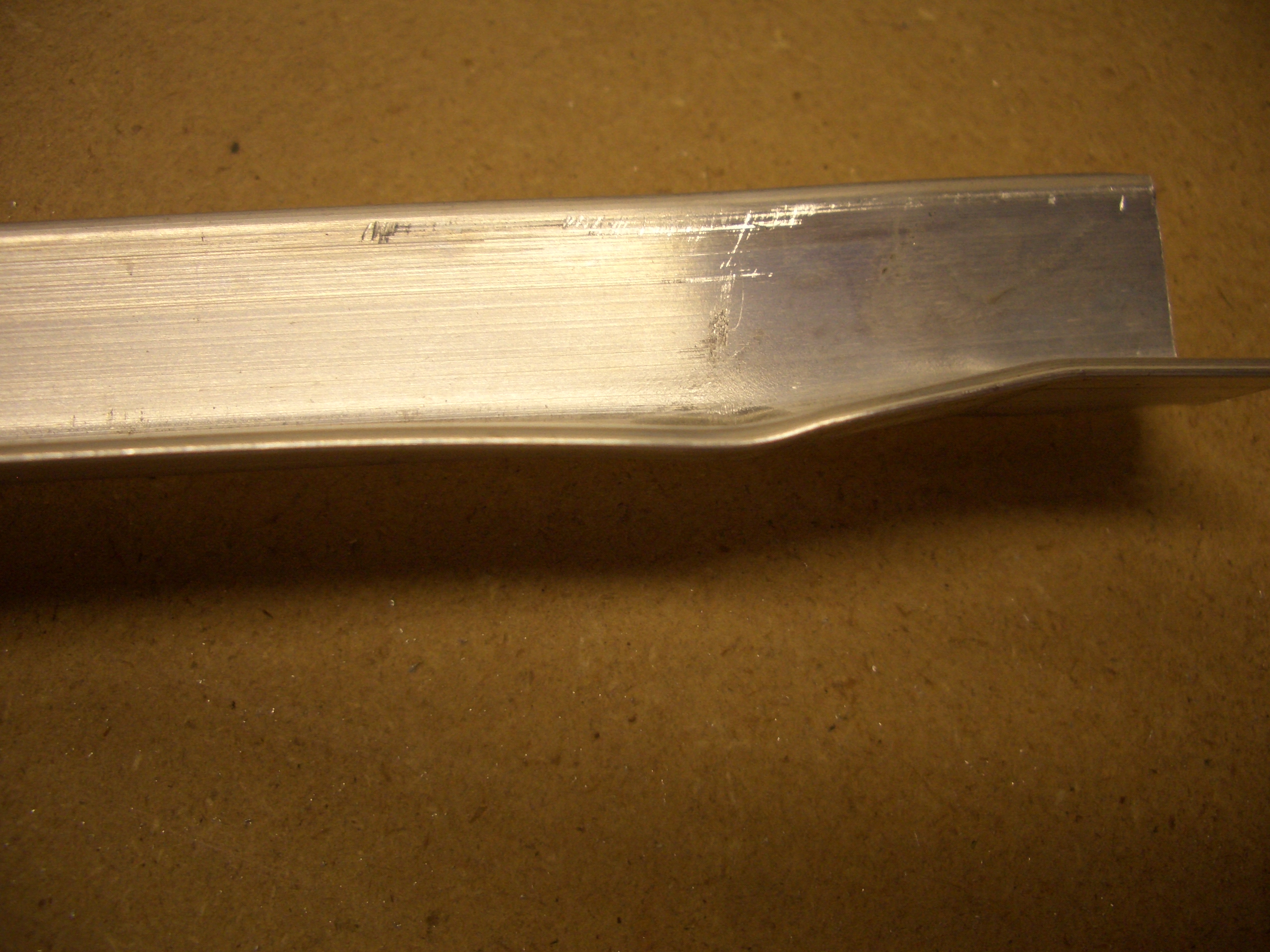
The side stiffeners are rather poorly bent from the factory. The joggle is necessary so that the stiffener can overlap F-704, but the way they bend these causes the leg of the angle near the joggle to bend outward which prevents it from lying flat on the skin.
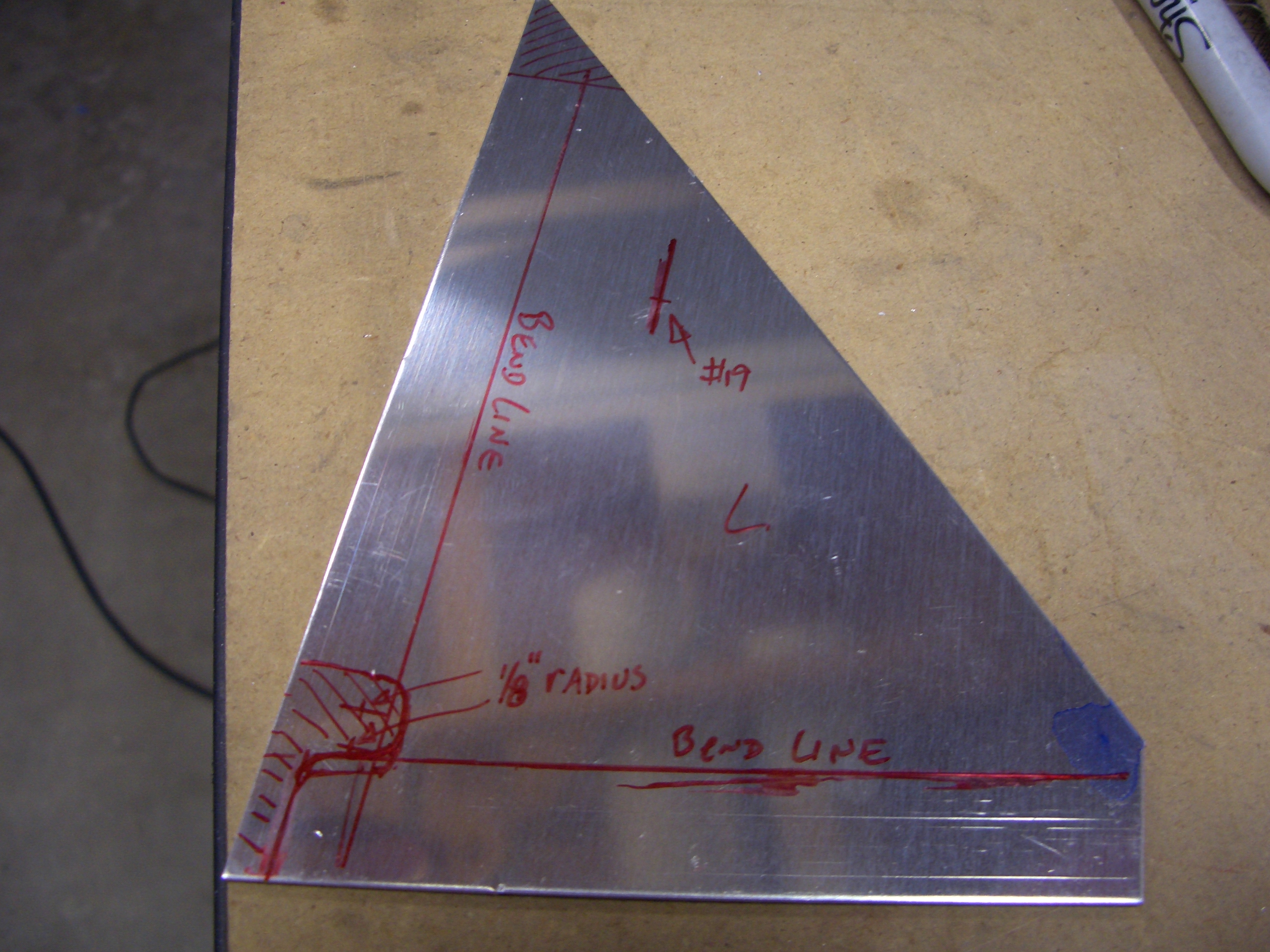
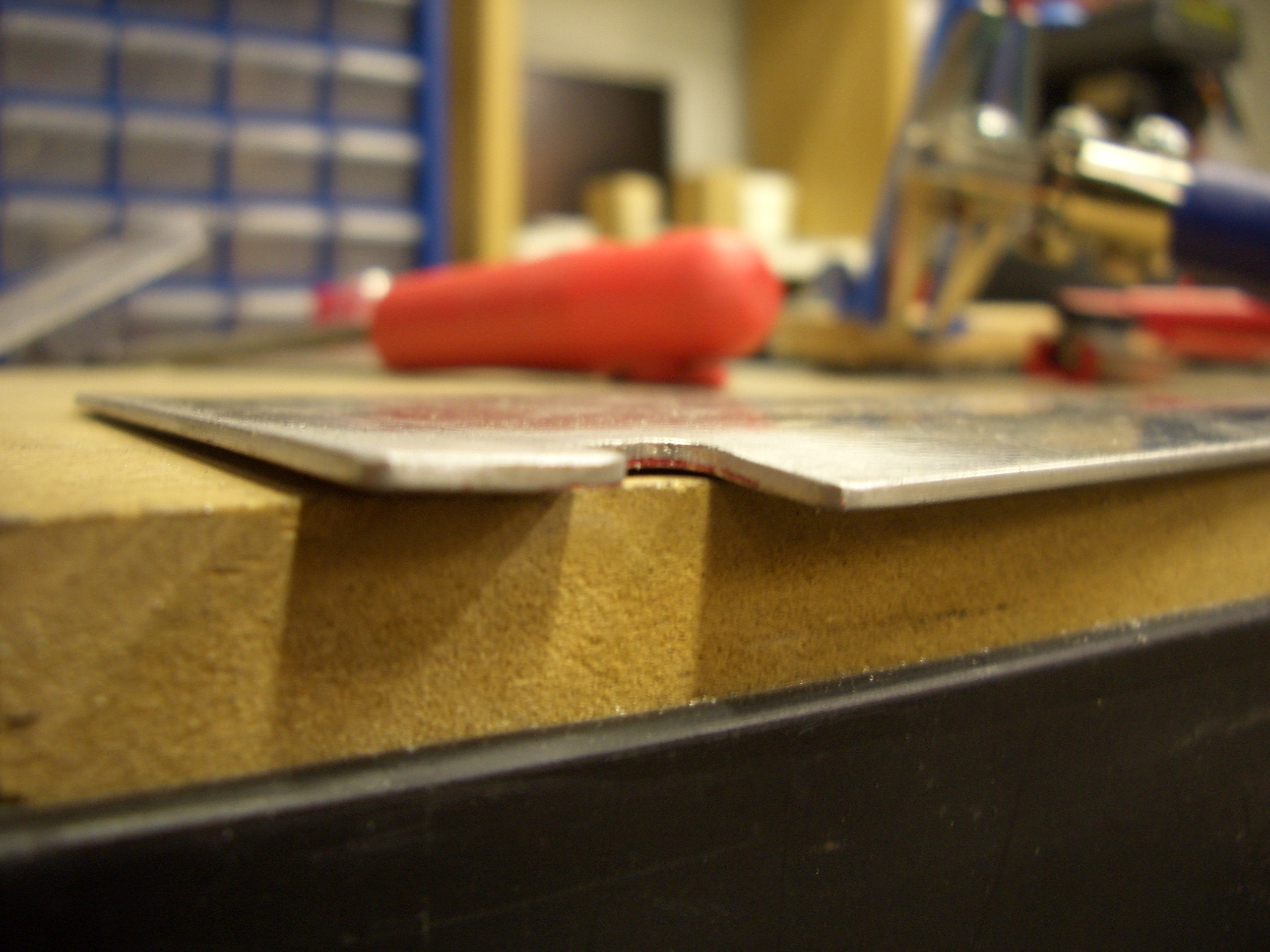
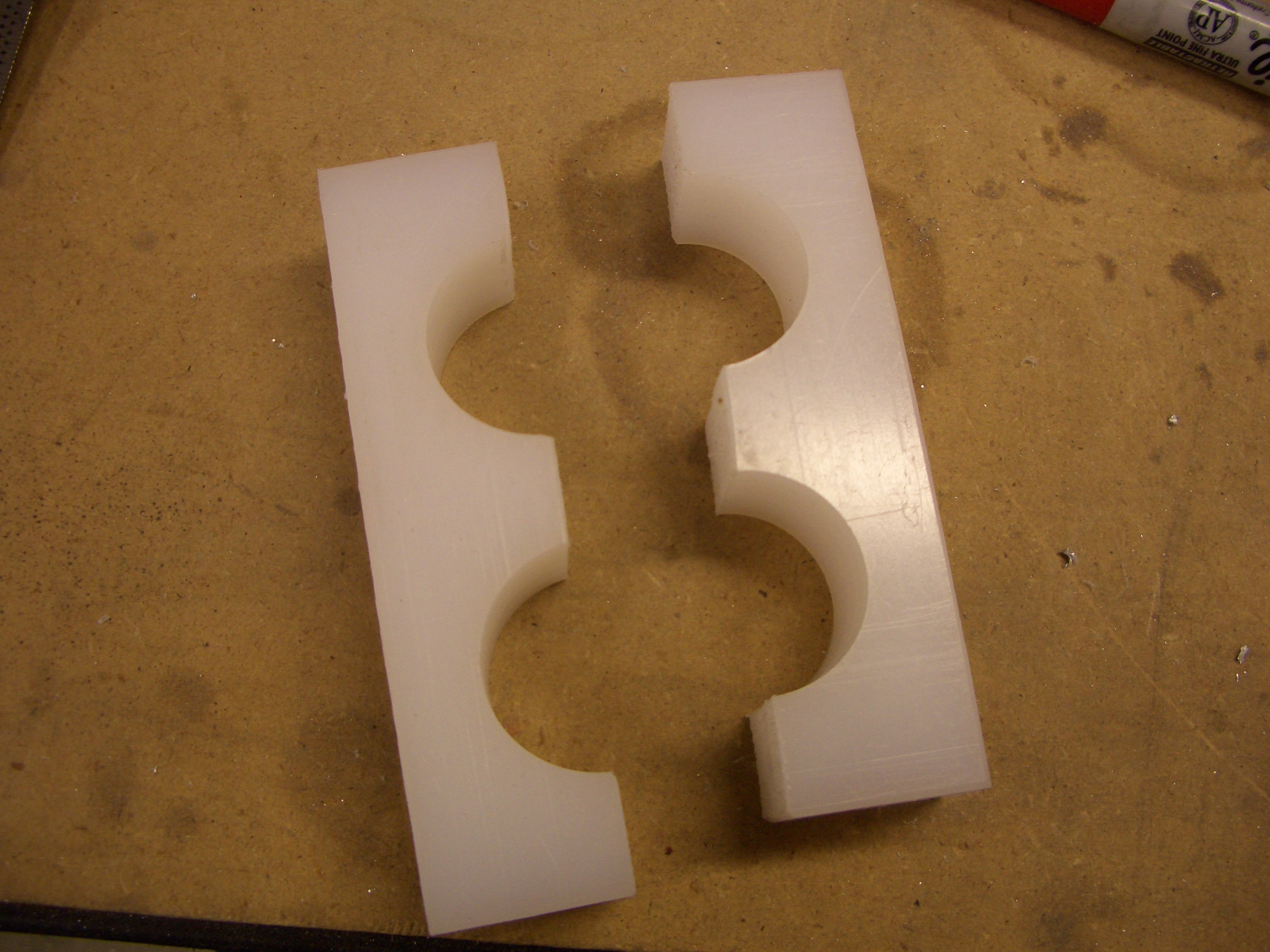
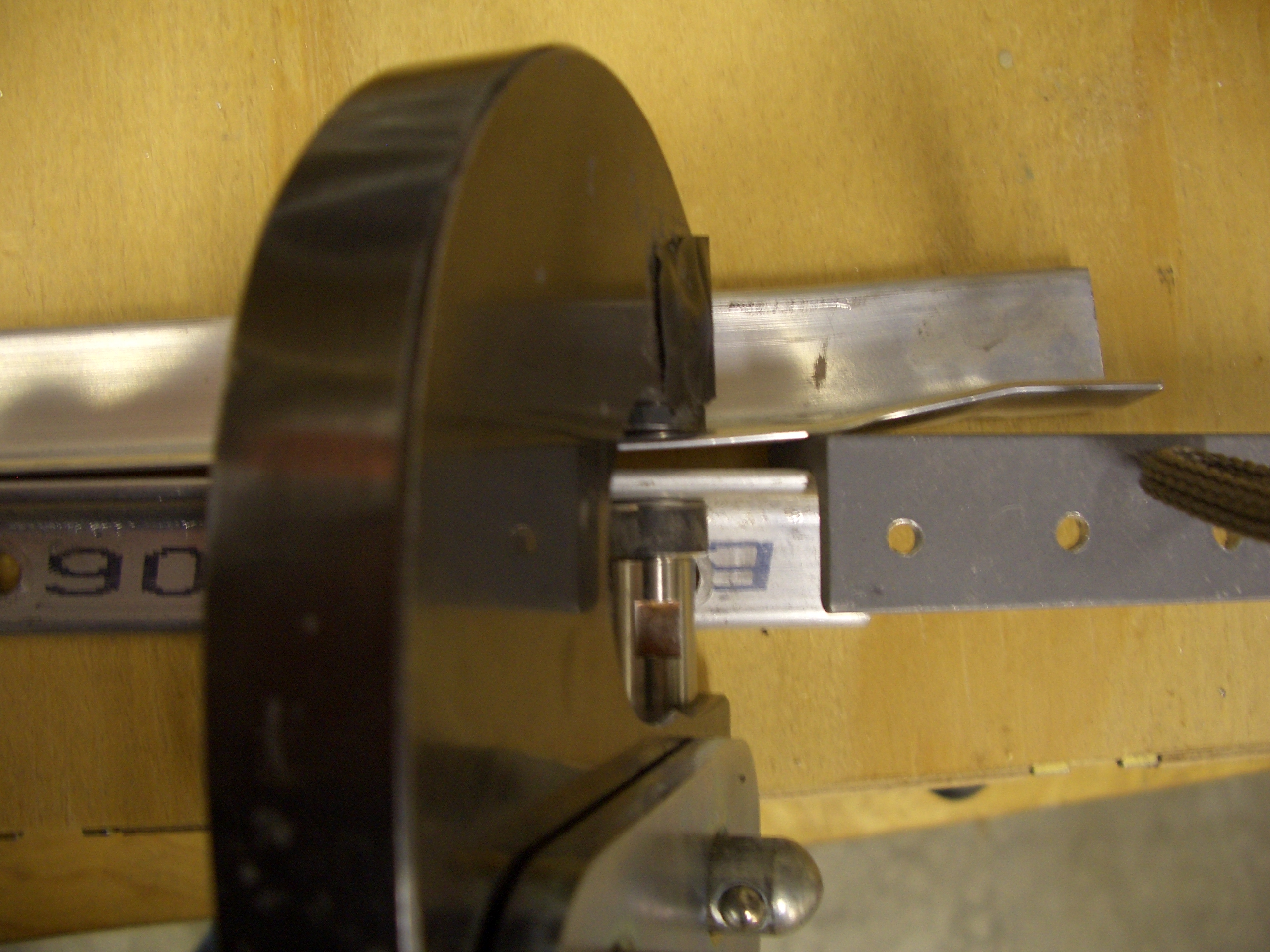
To correct this, I laid a piece of scrap 1/8″ angle stock (twice the thickness of the stiffener so it wouldn’t bend) against the side of the skin stiffener and inserted a second piece of scrap at the apex of the bend.
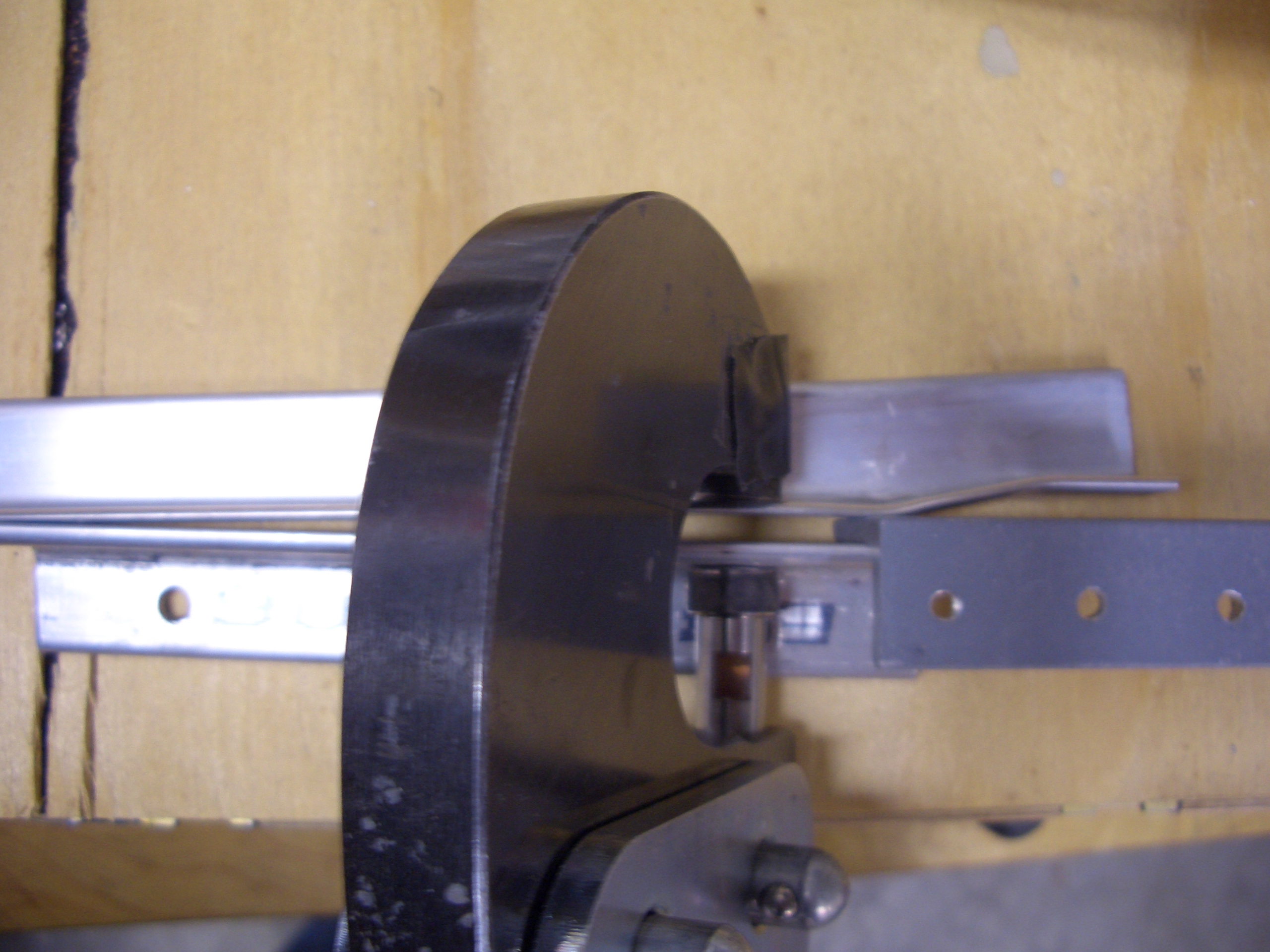
I then used my hand squeezer to slightly overbend the leg of the angle. It’s easy to overdo it here, so watch out.
Now the leg of the angle is perfectly straight right up to the apex of the bend.

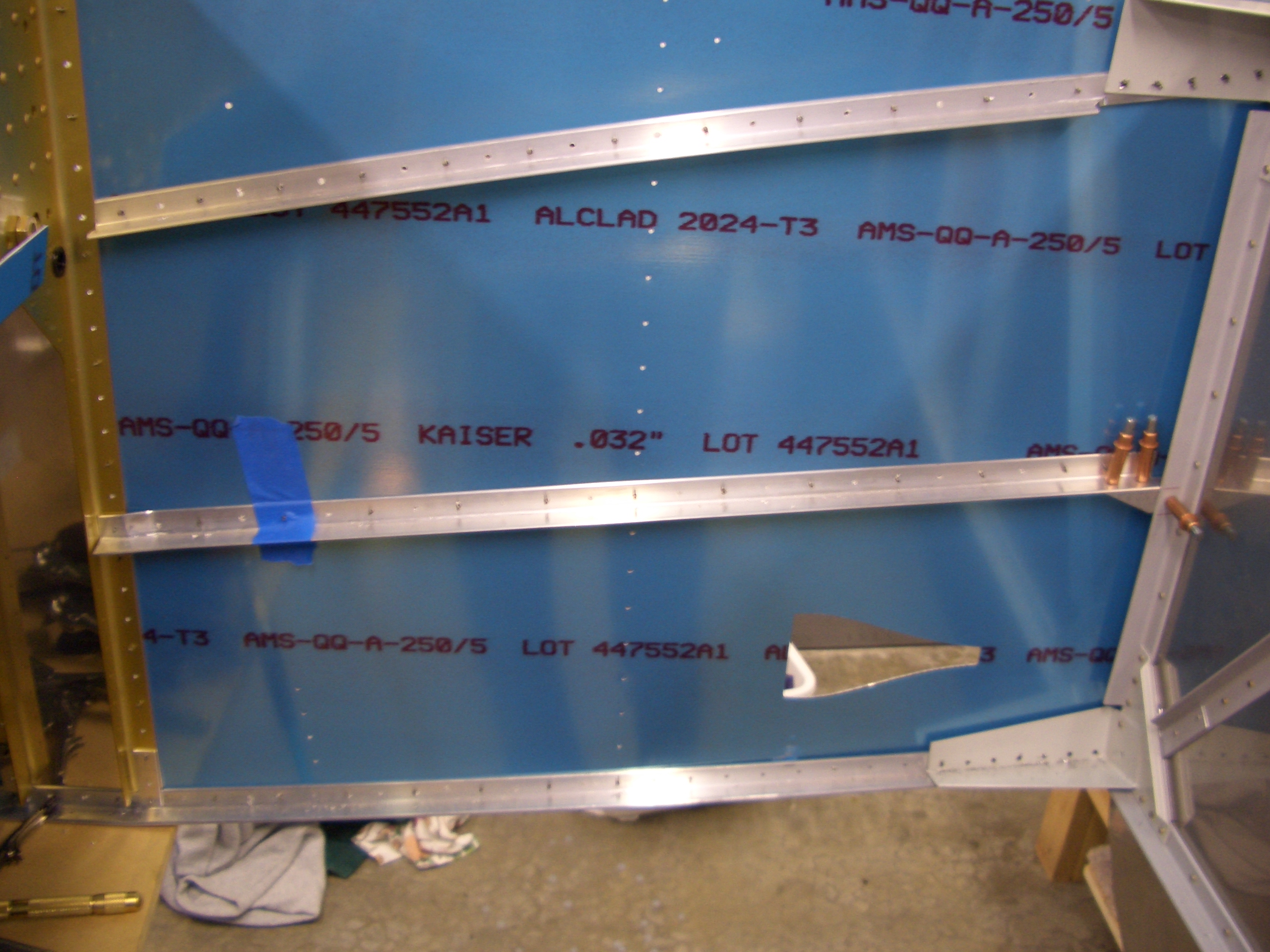
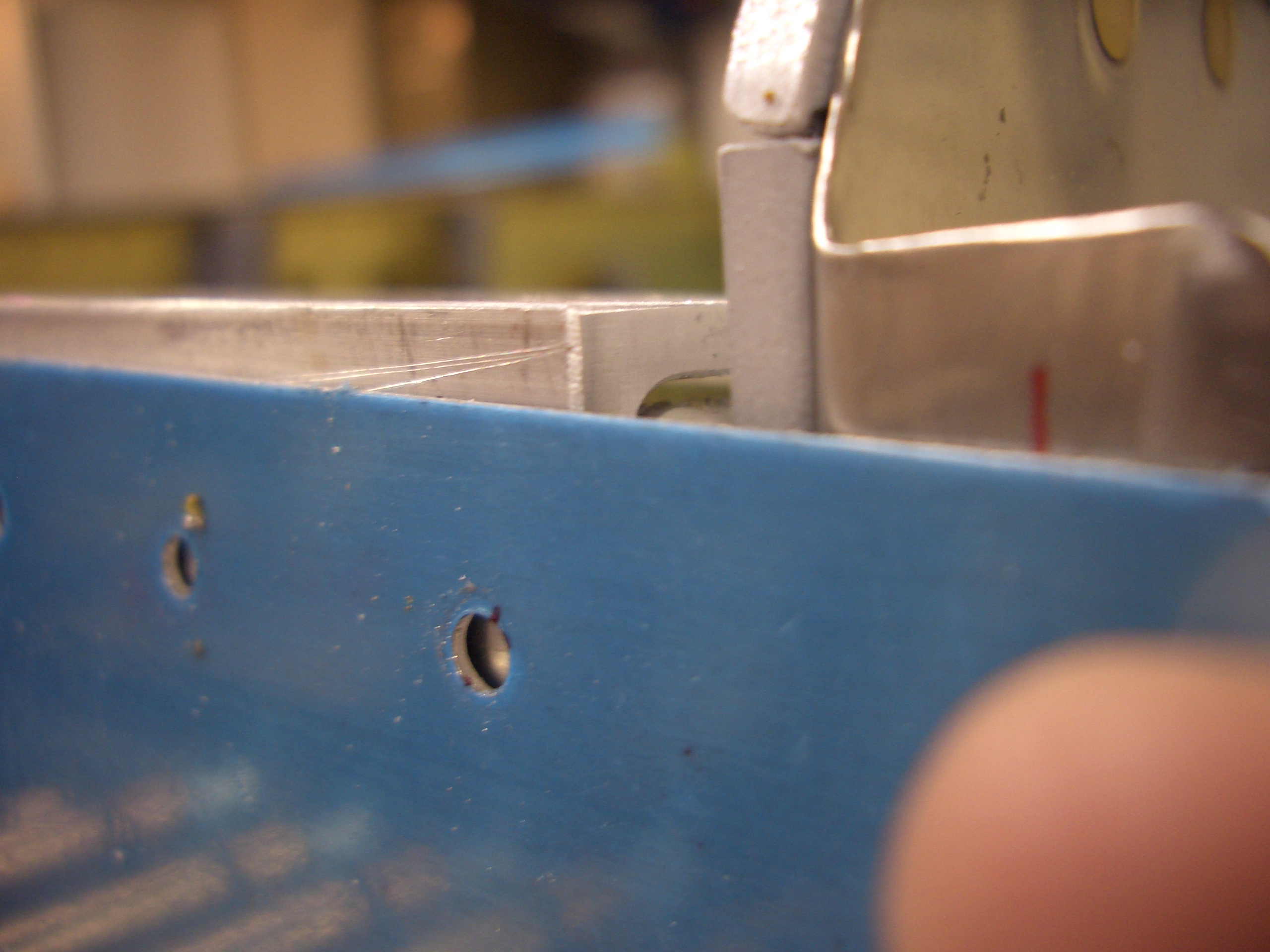
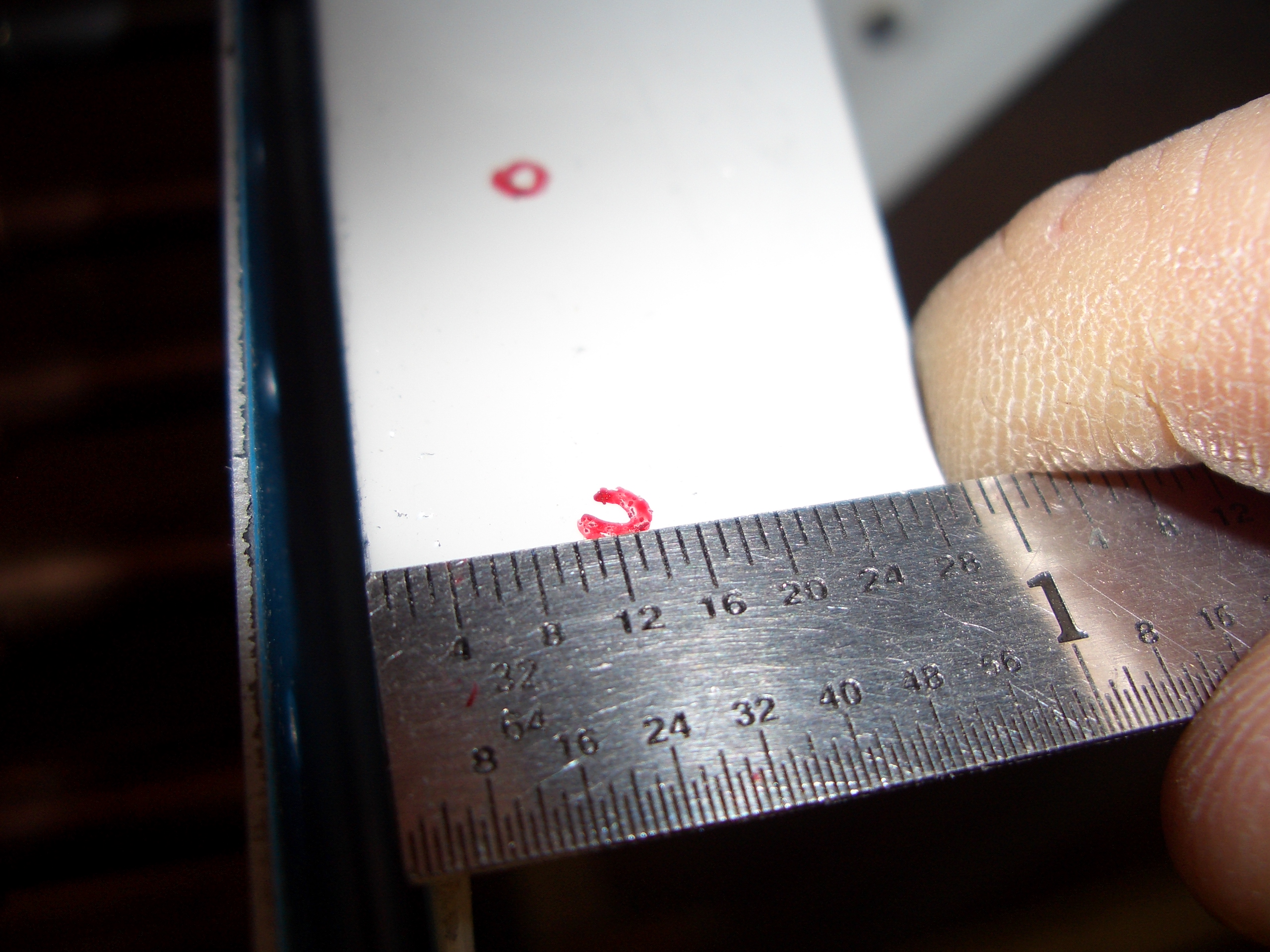
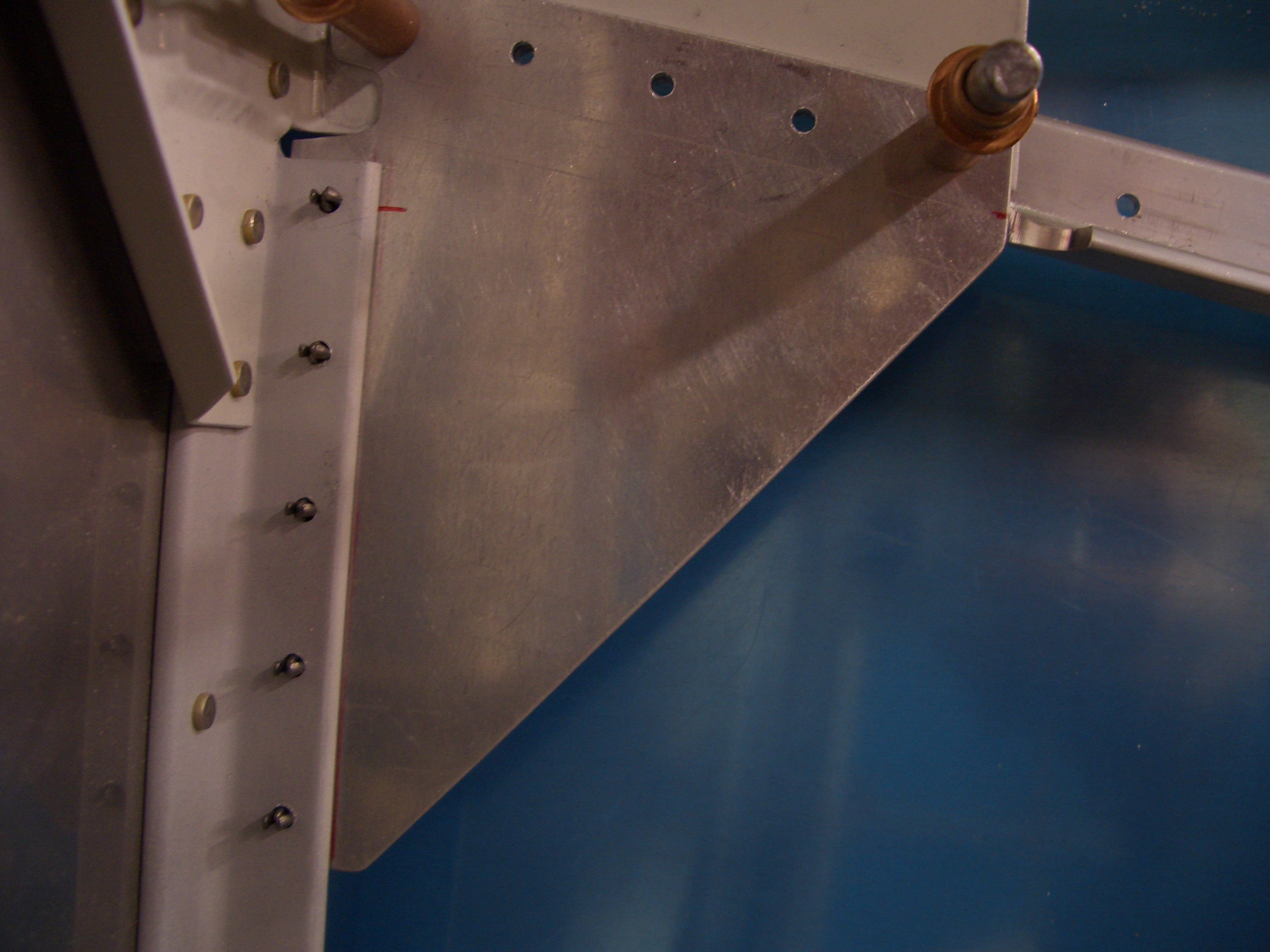
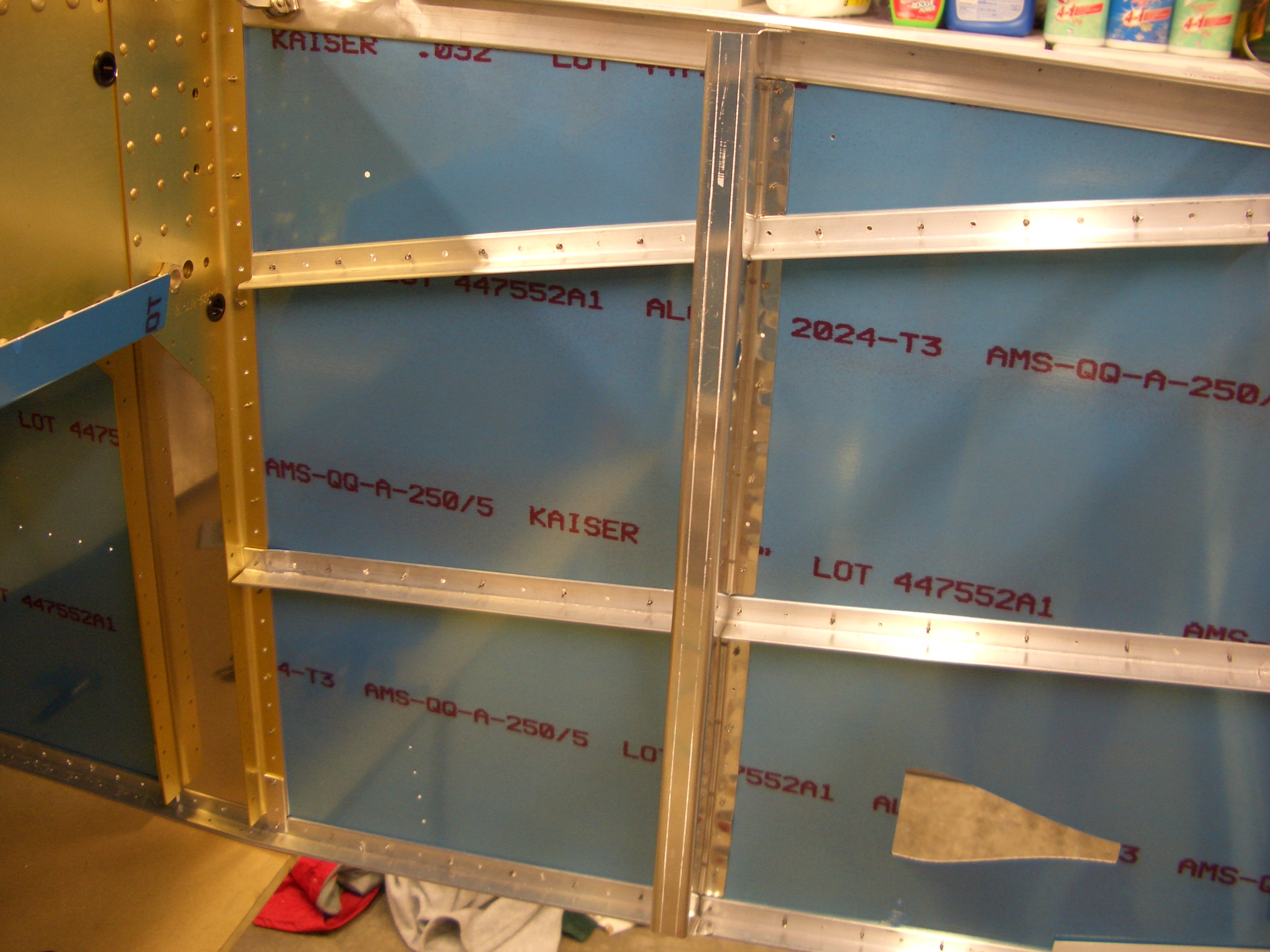
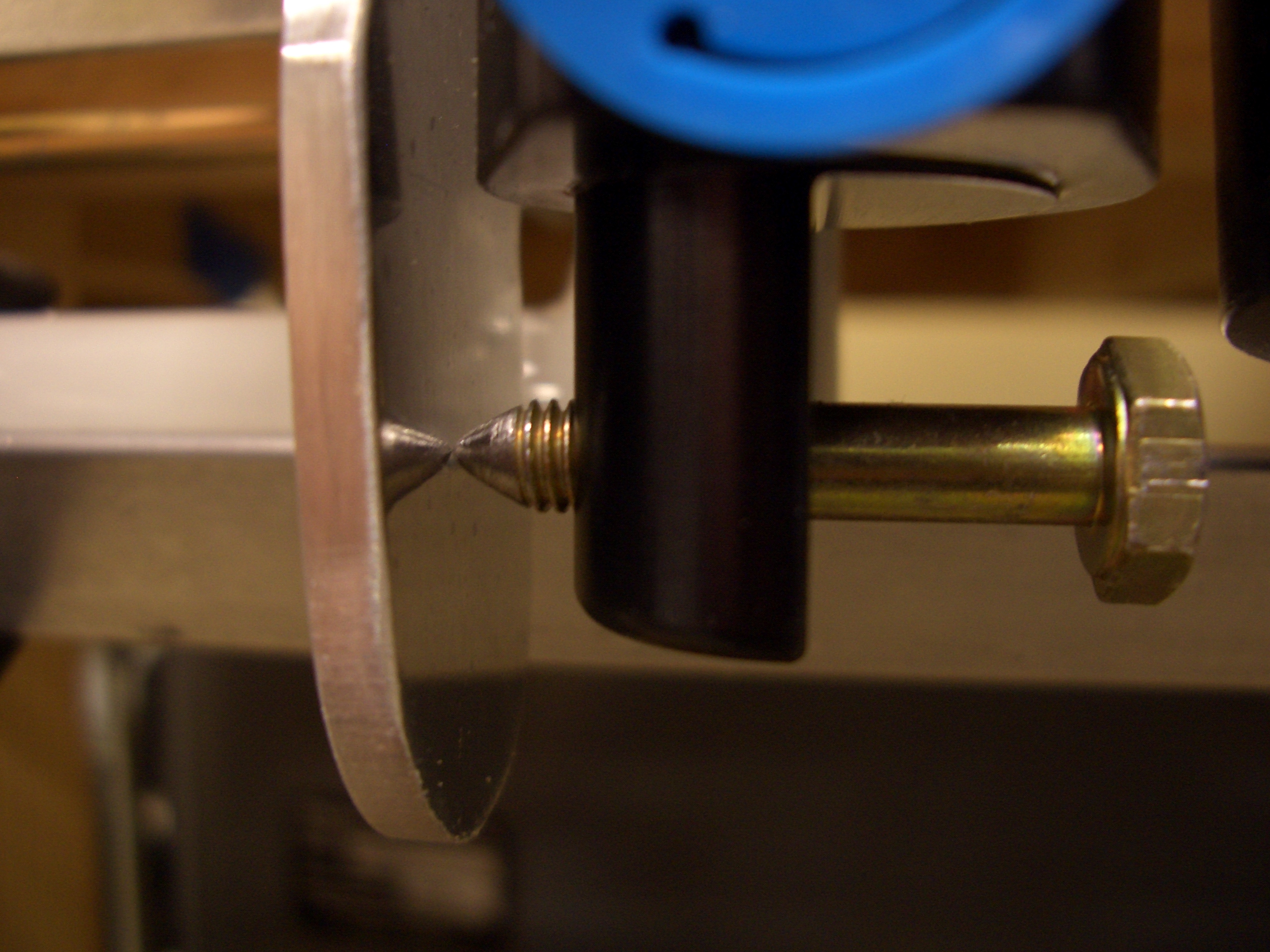
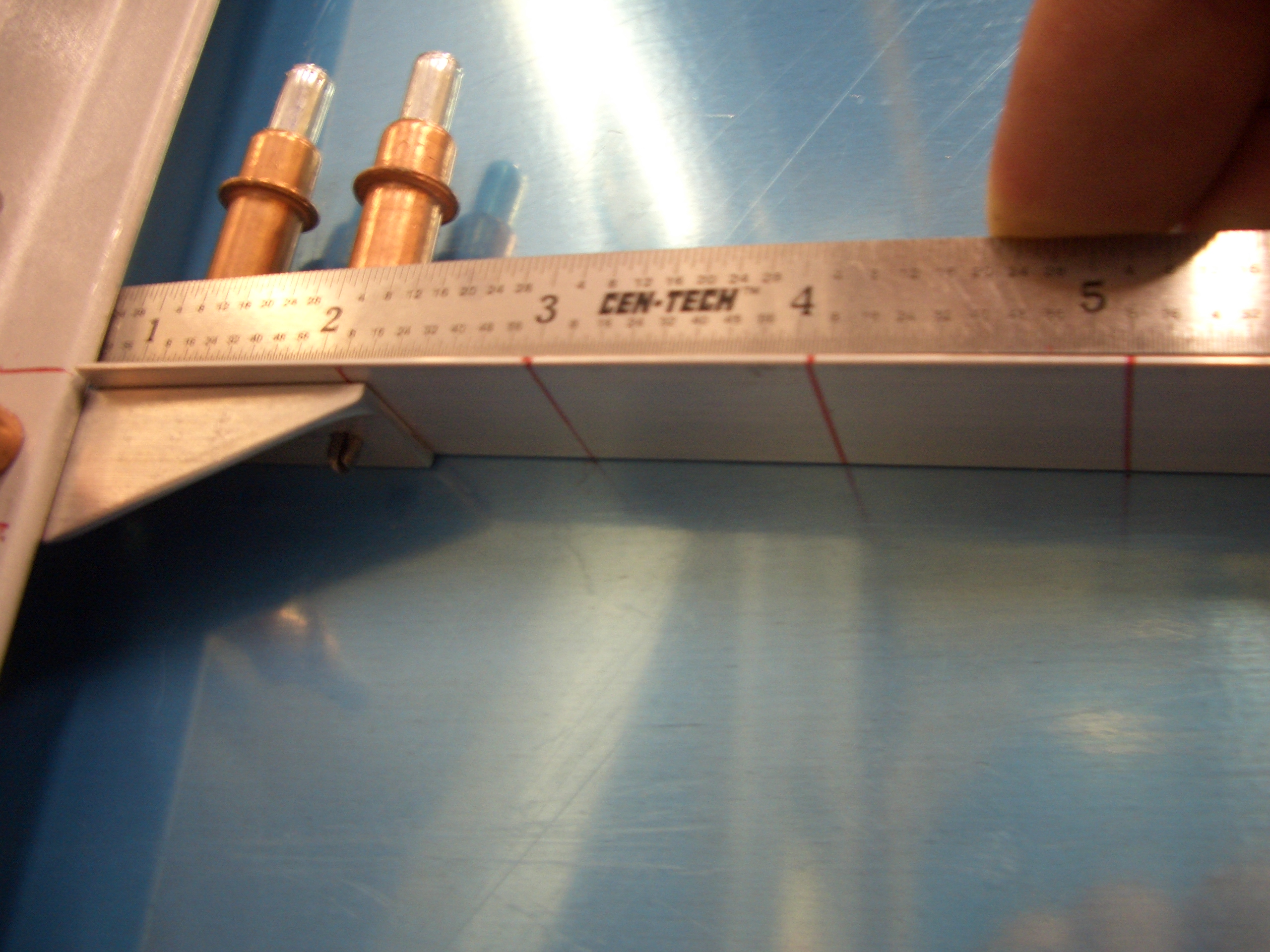
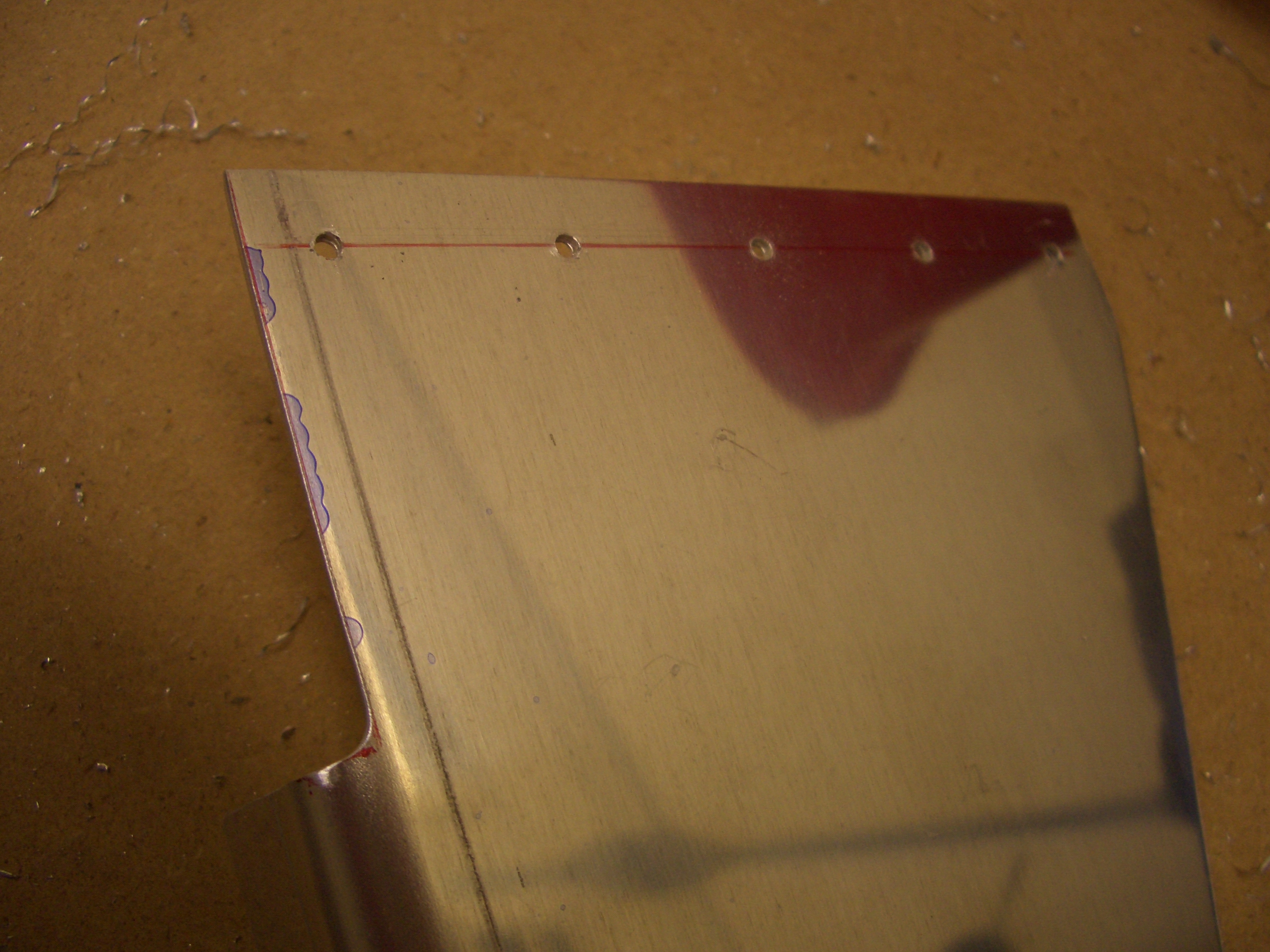
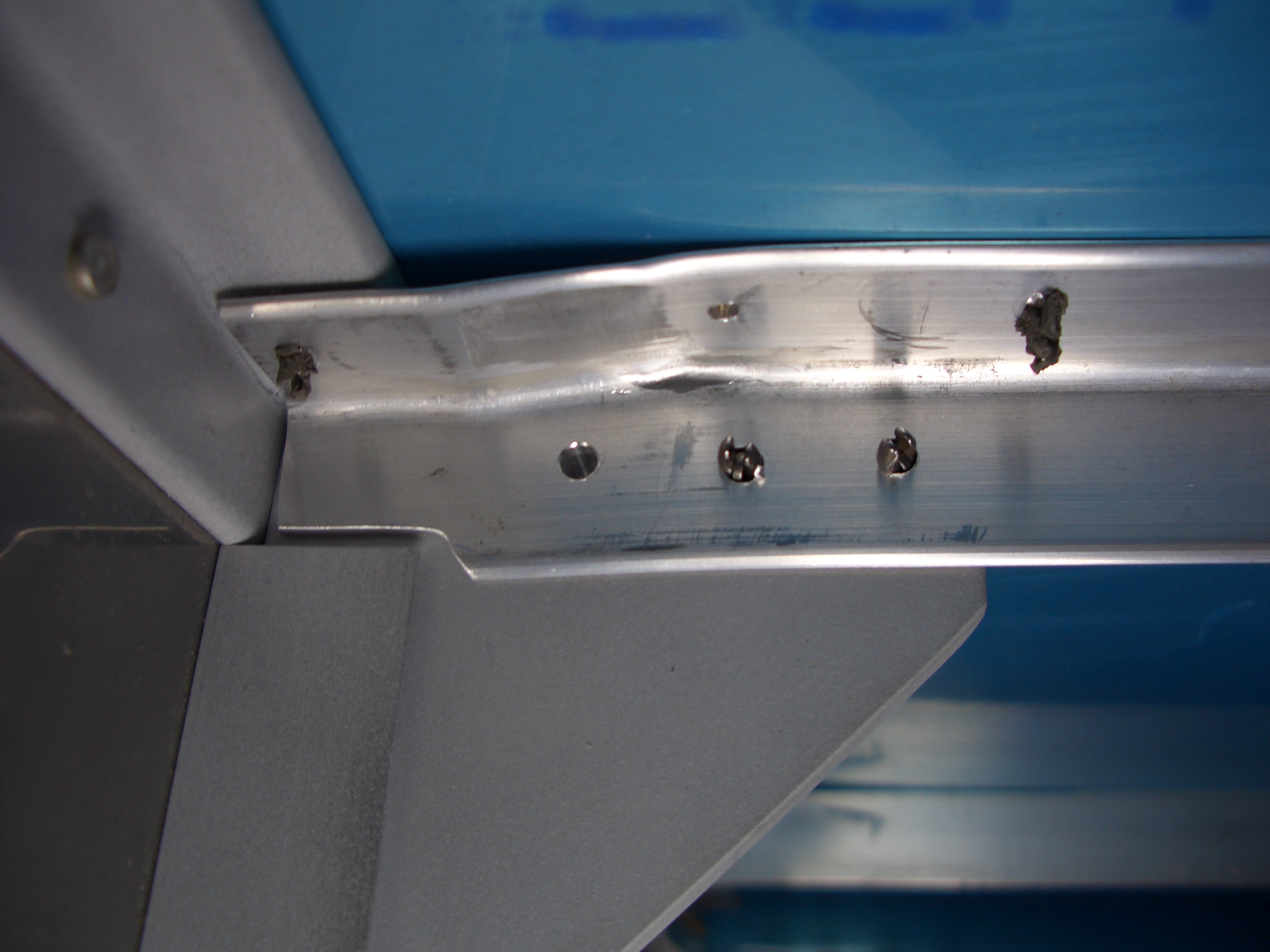
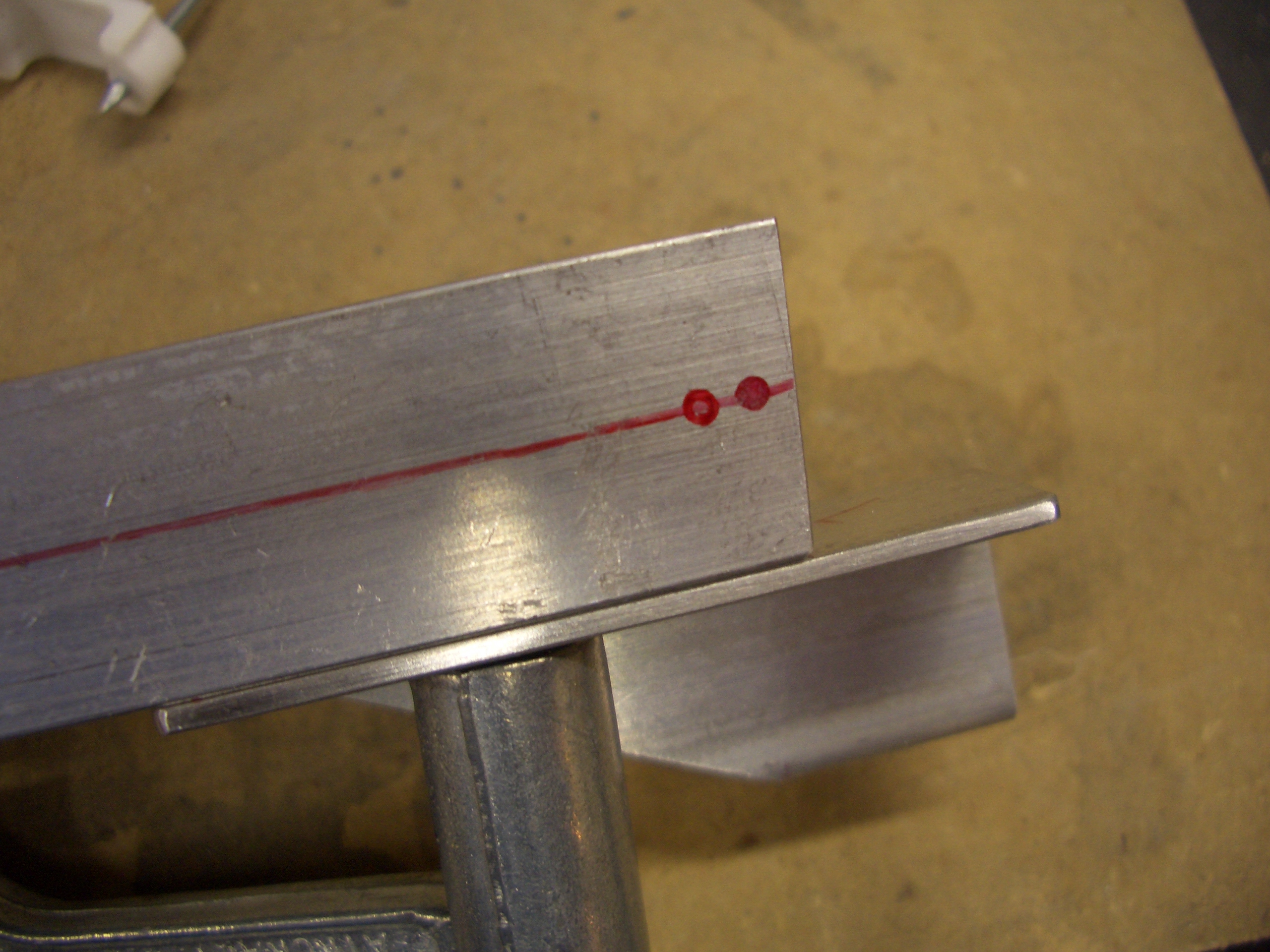
After trimming both ends of the stiffener, I installed it and marked the forward hole to double check edge distance on this rivet (it’s the left hole in this picture). It turned out 1/32″ over 2d, so that’s perfect.
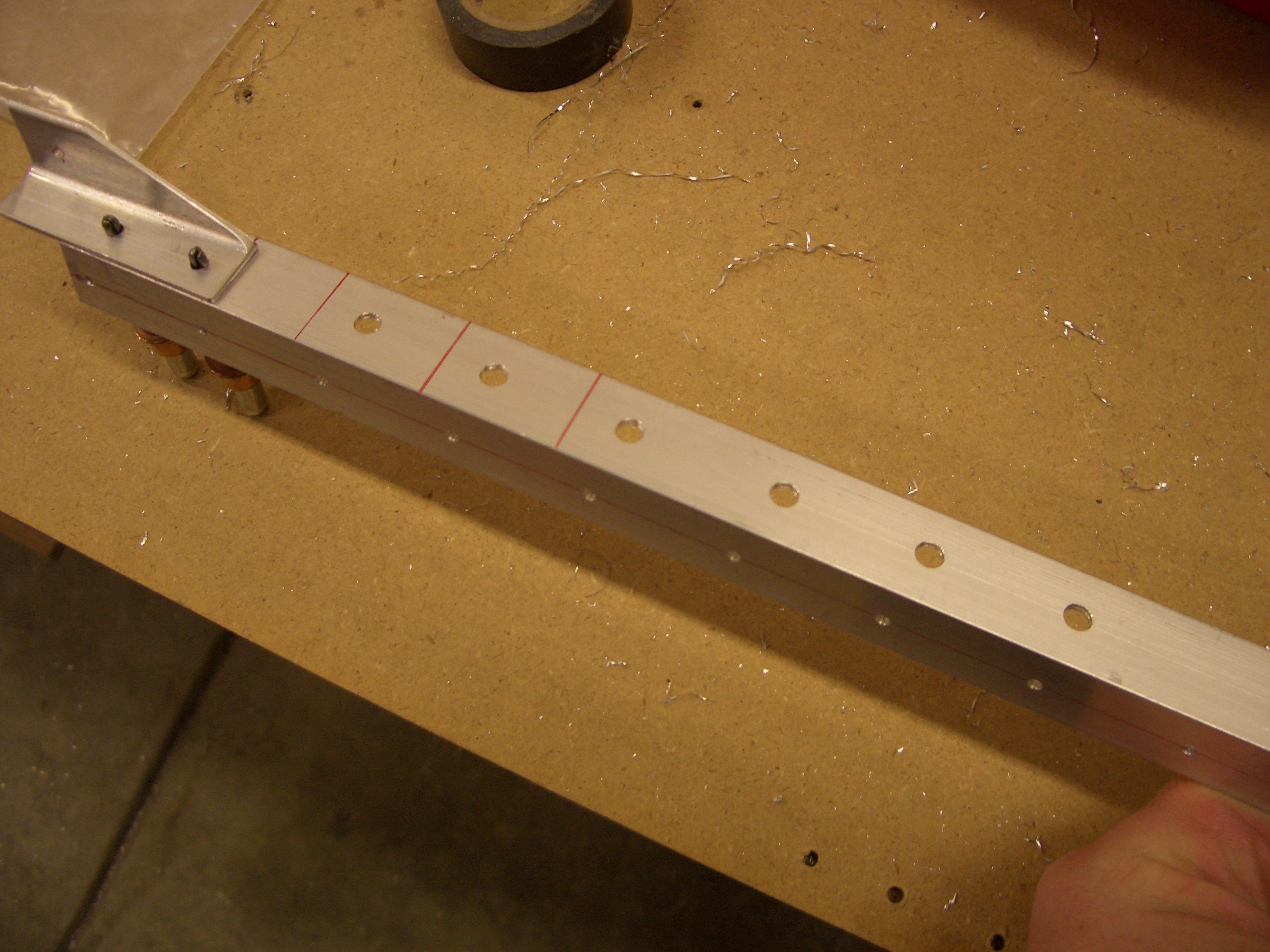
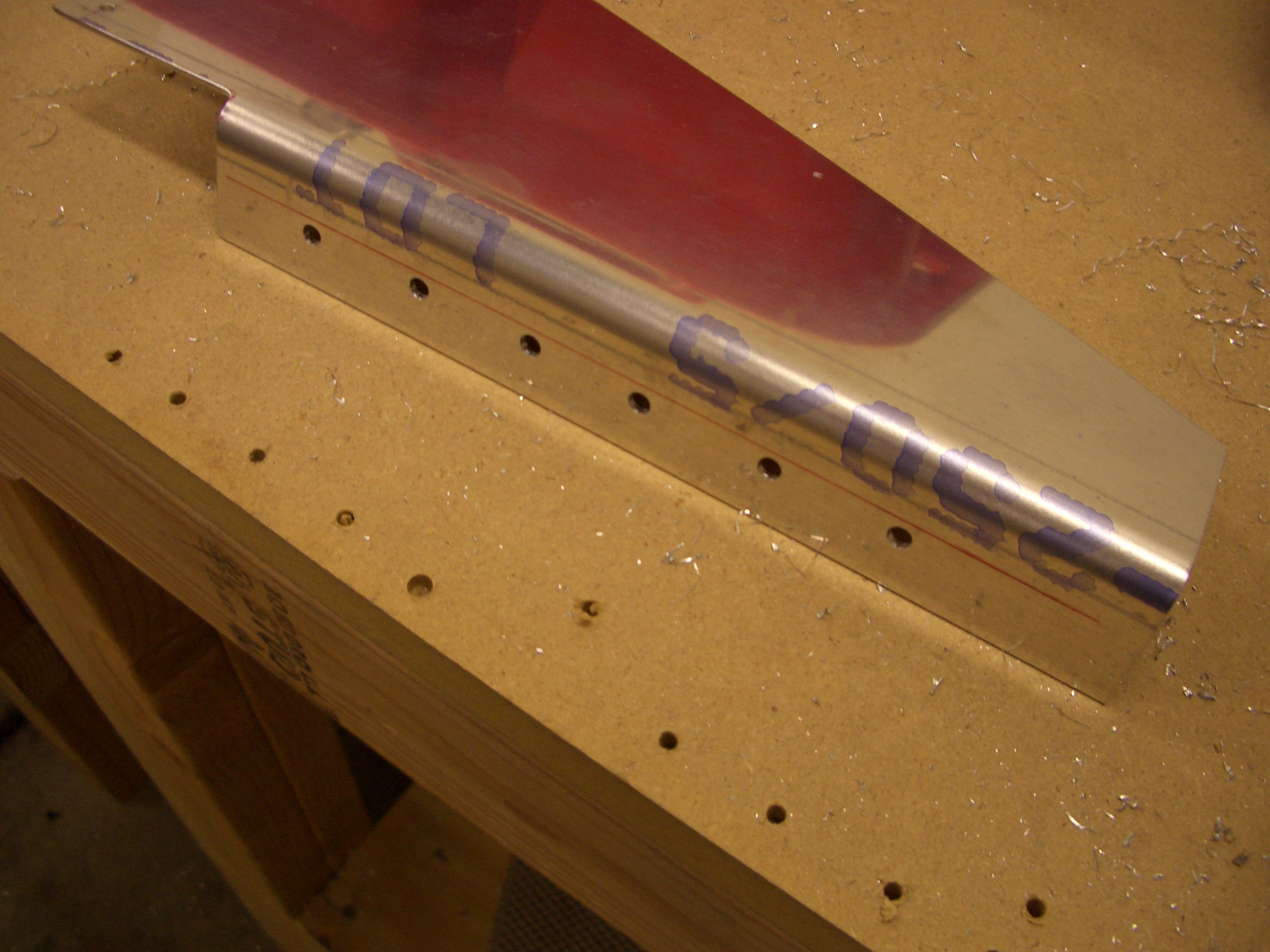
I match drilled the stiffener to the side skin.
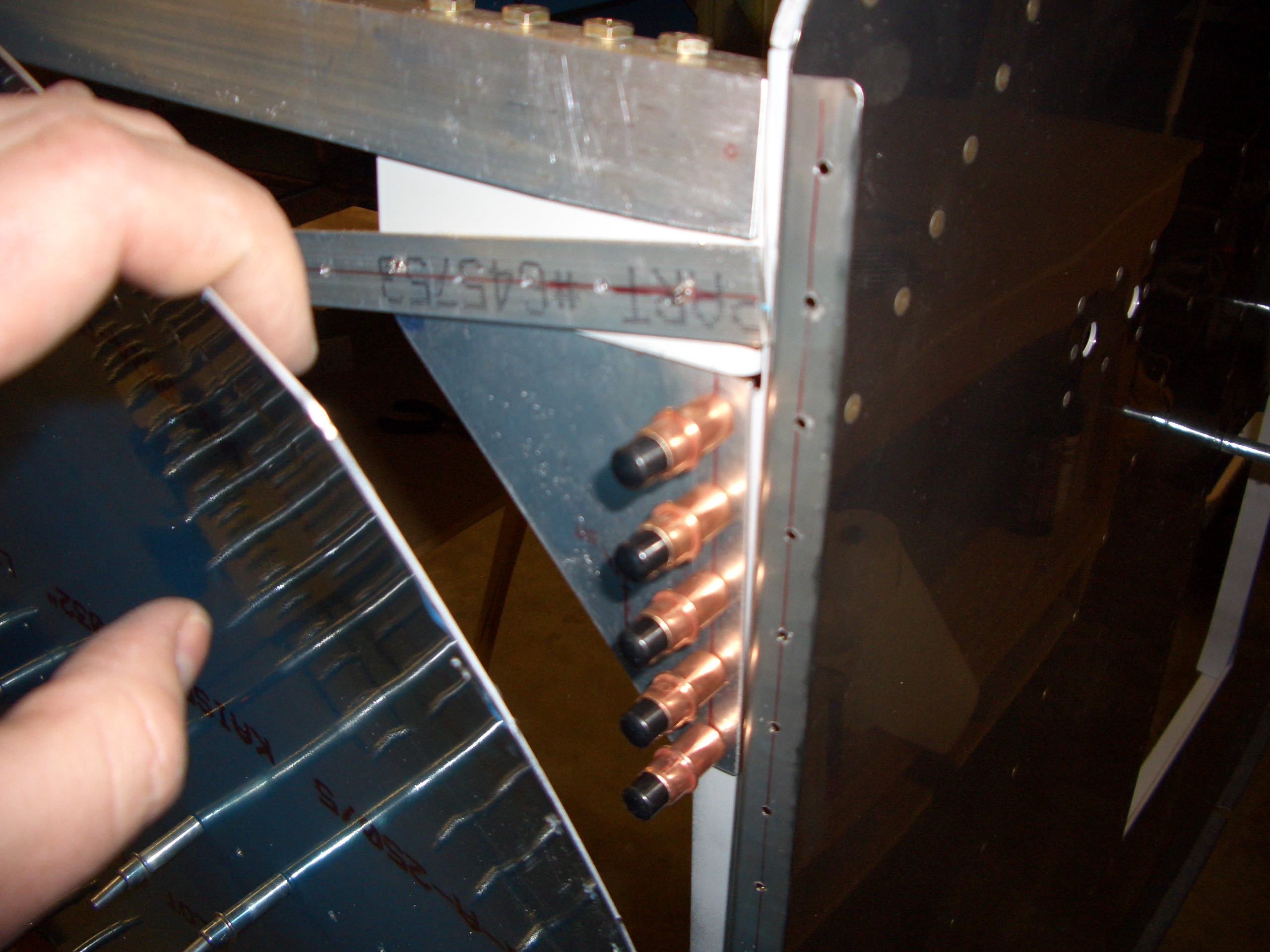
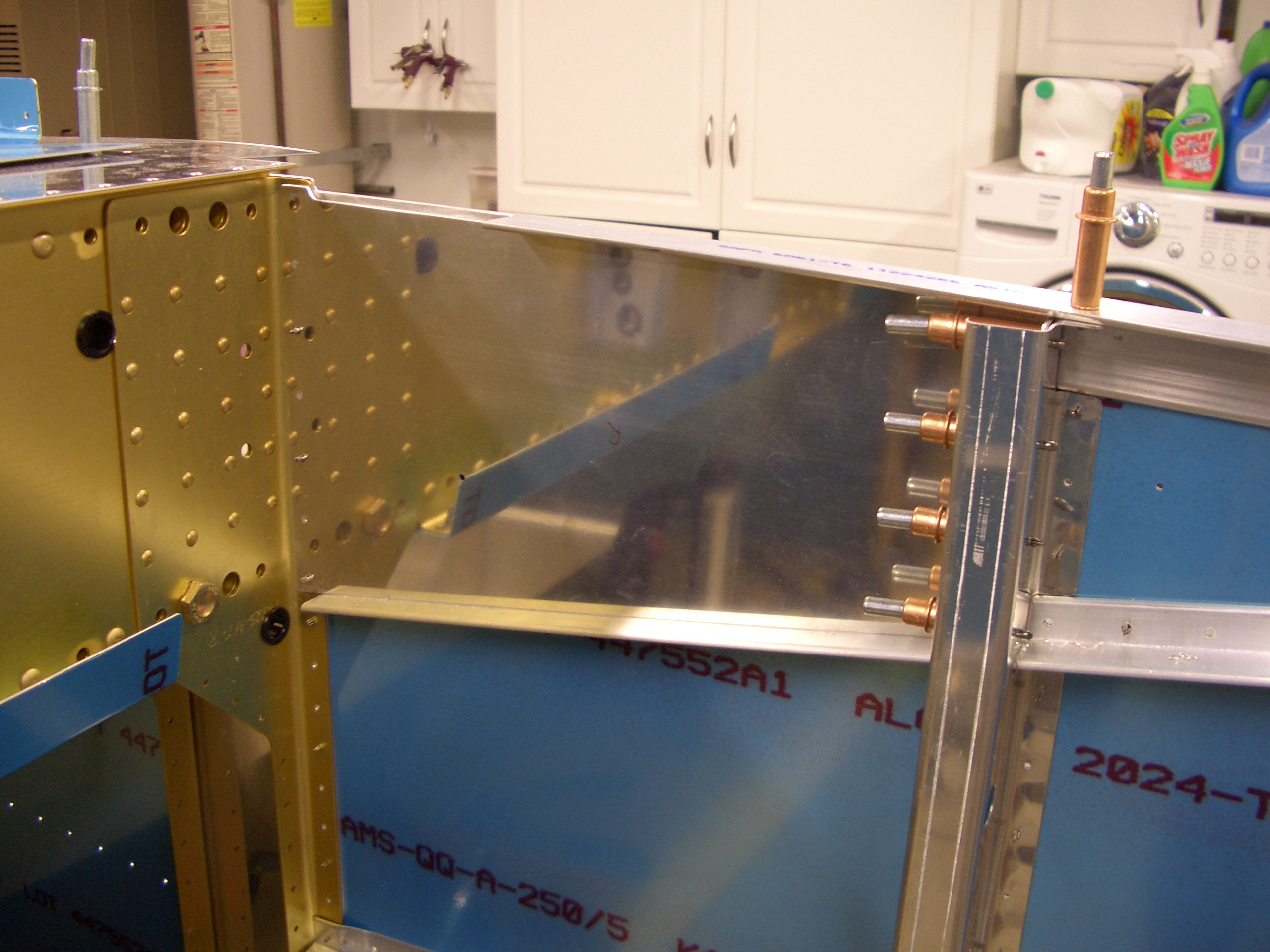
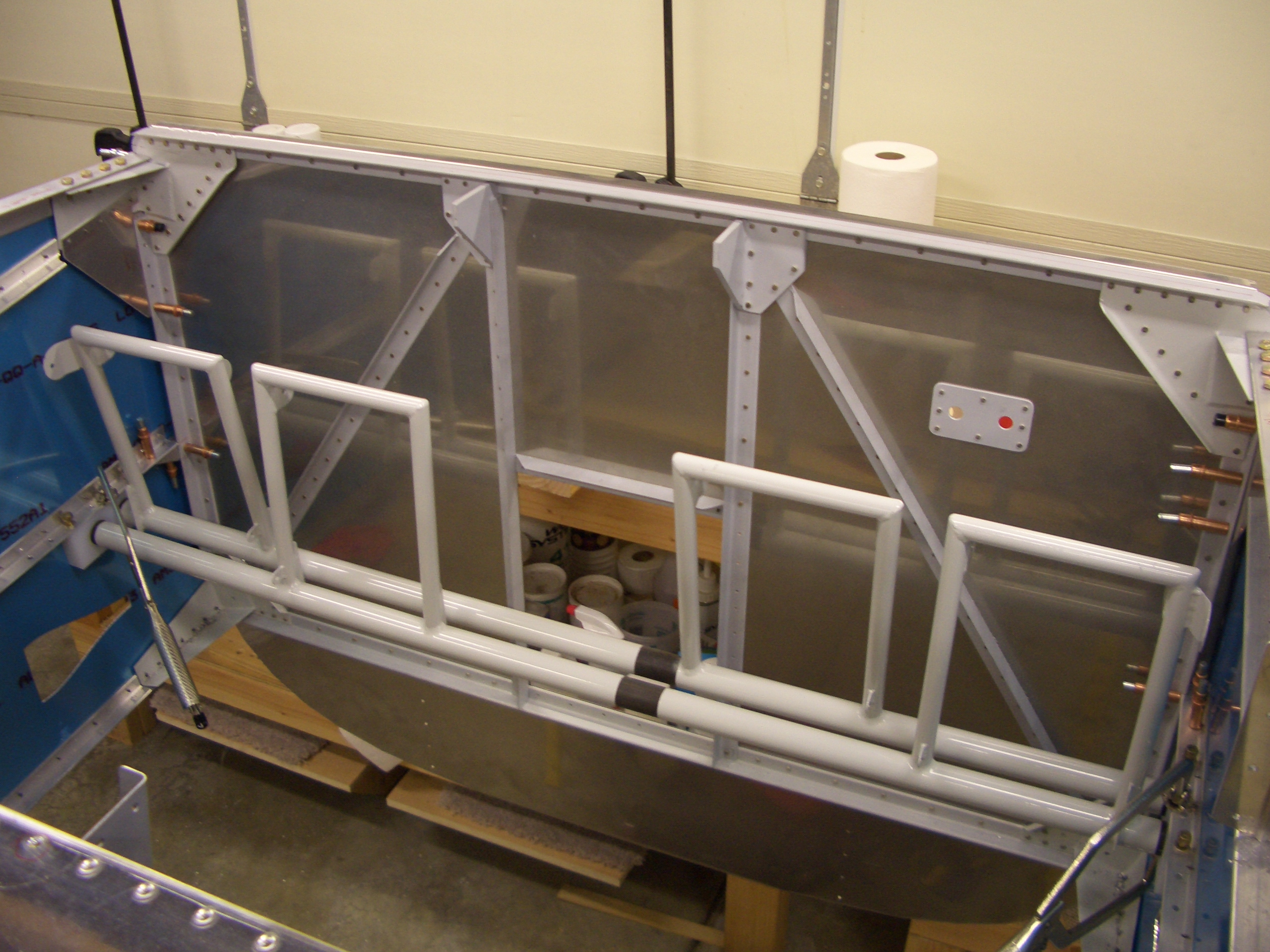
The I removed some of the clecos on the side skin so that I could get a 12″ drill bit in here to match drill the angle clips to the side stiffener.
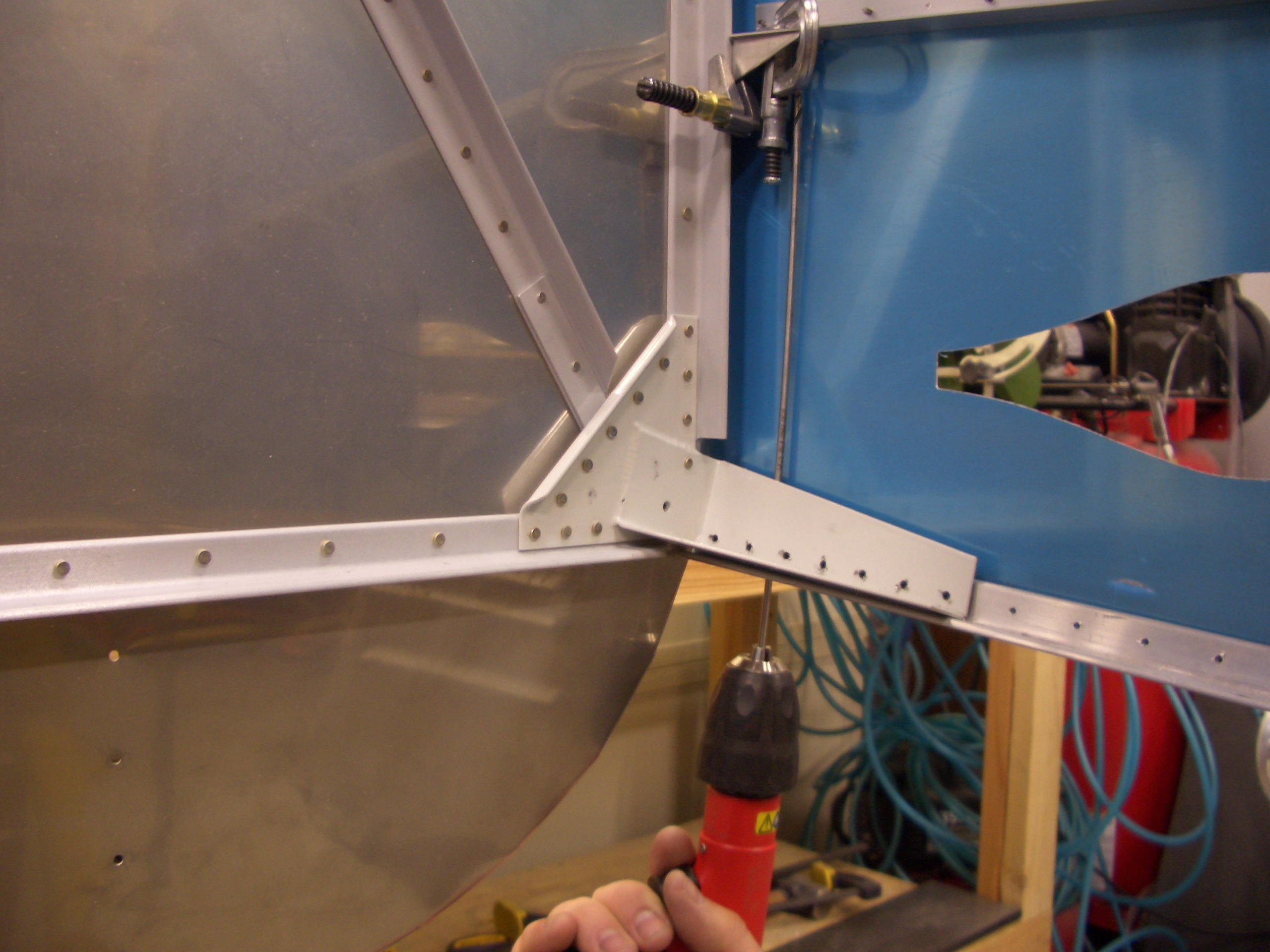
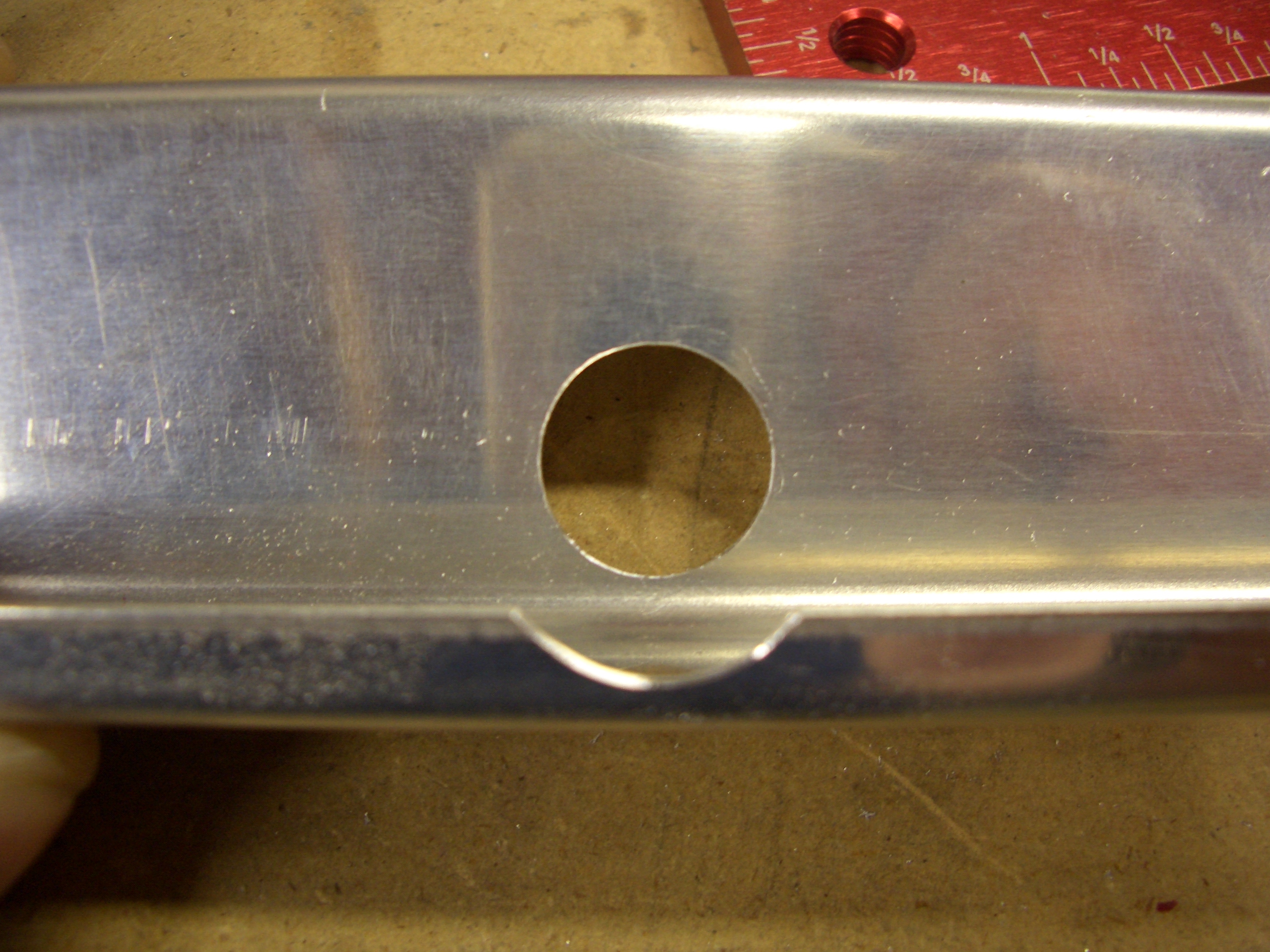
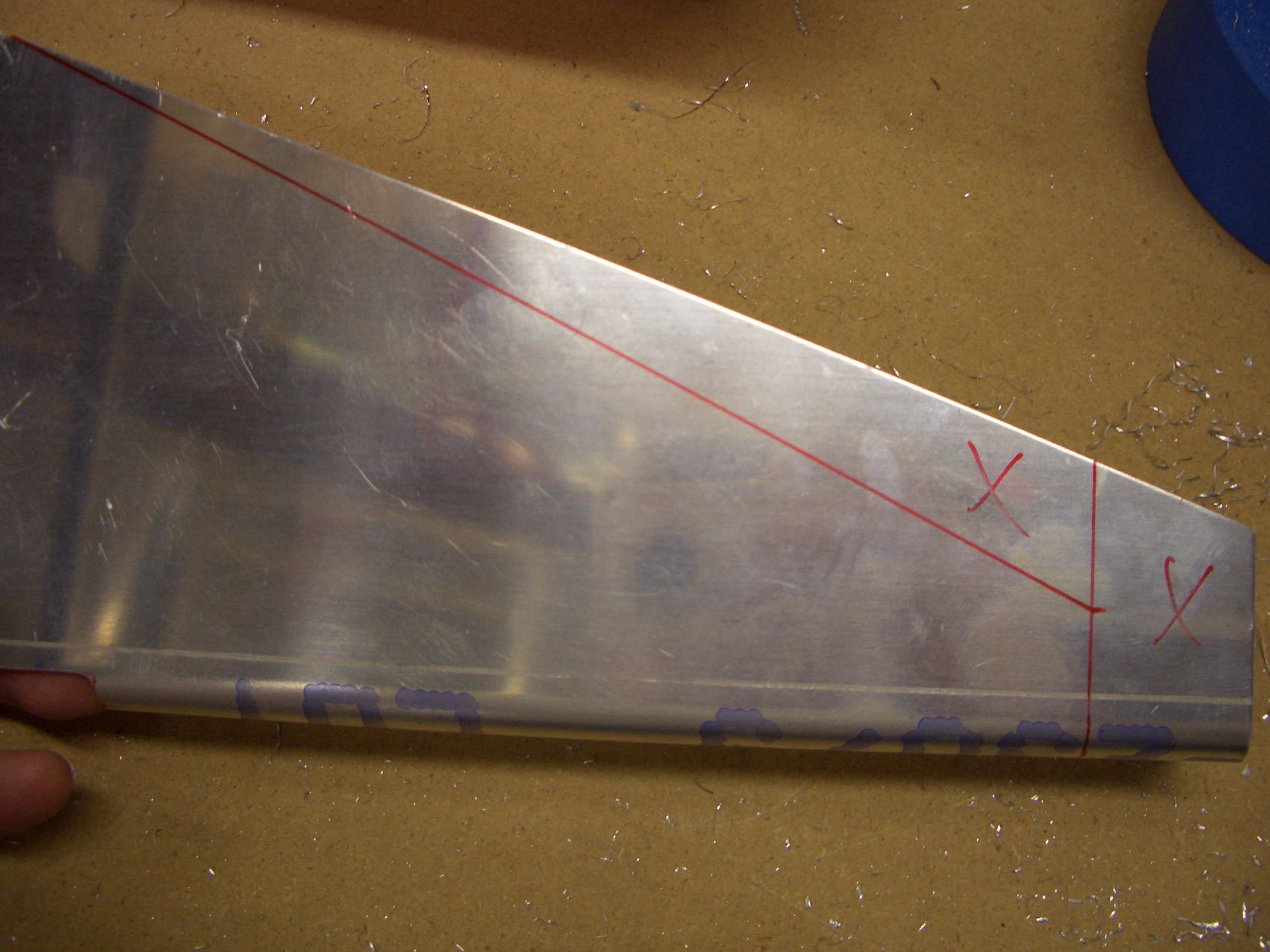
Finally, I marked the edges of the angle clip and drilled a hole in the center of the area.

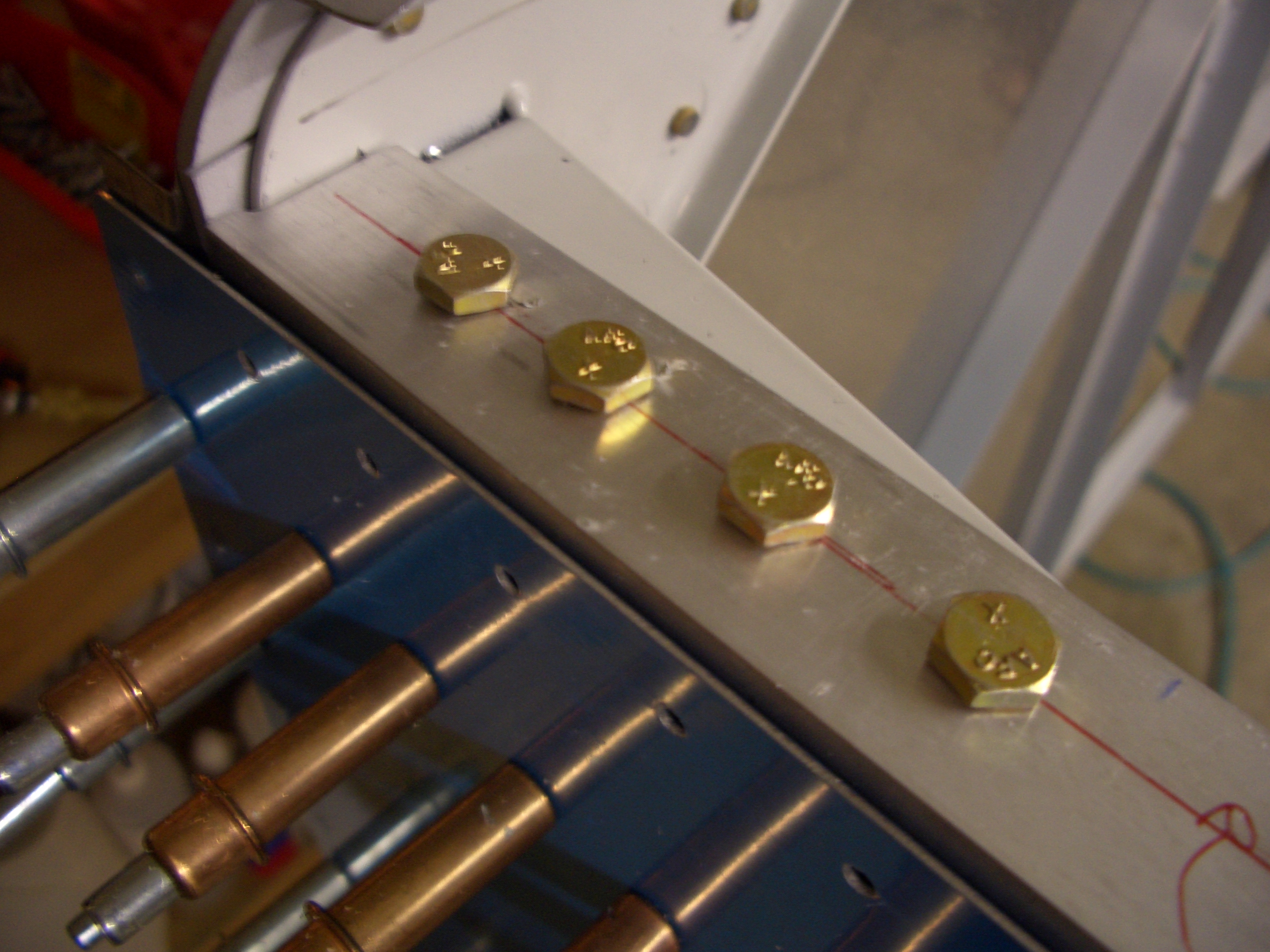
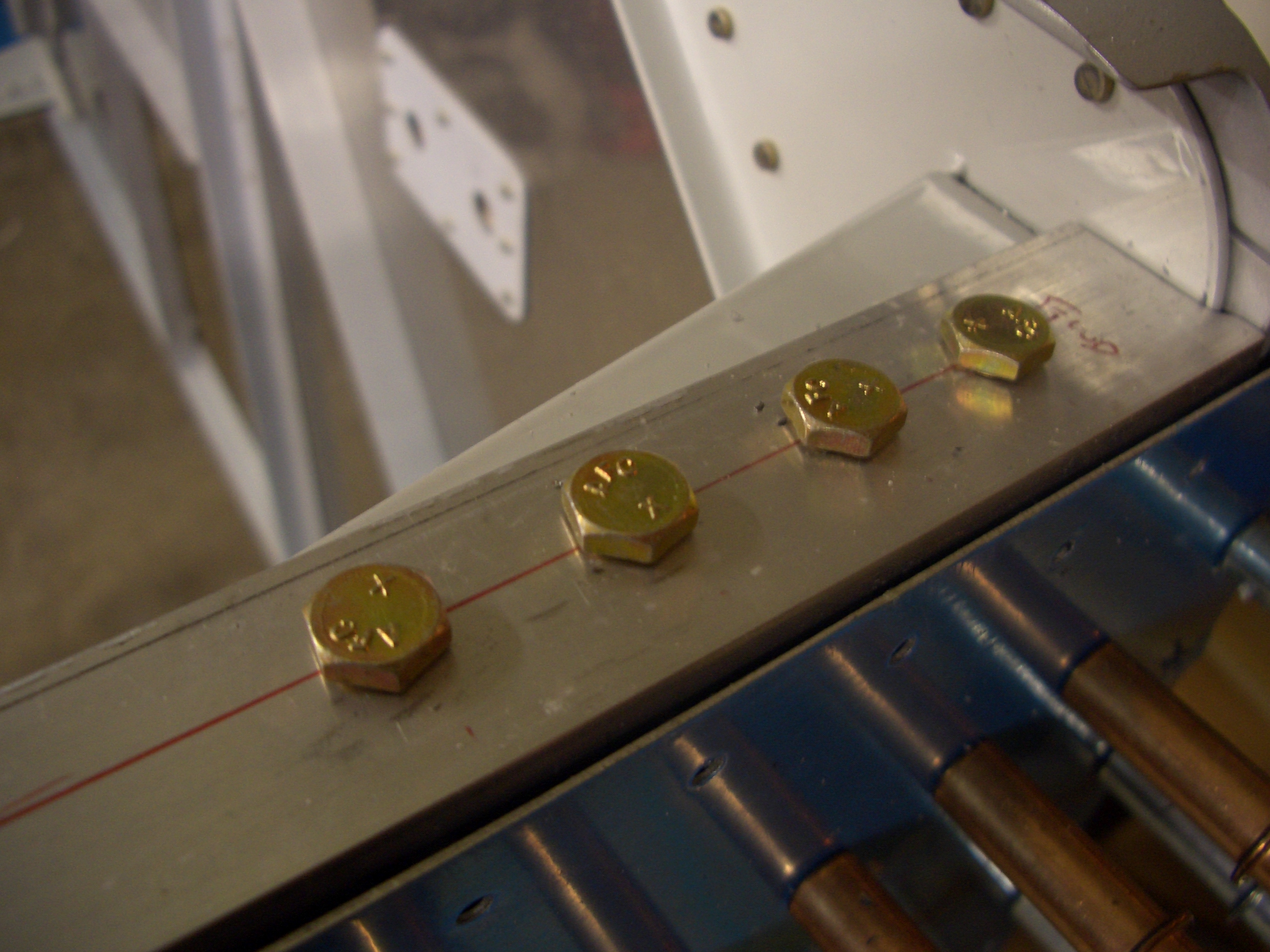
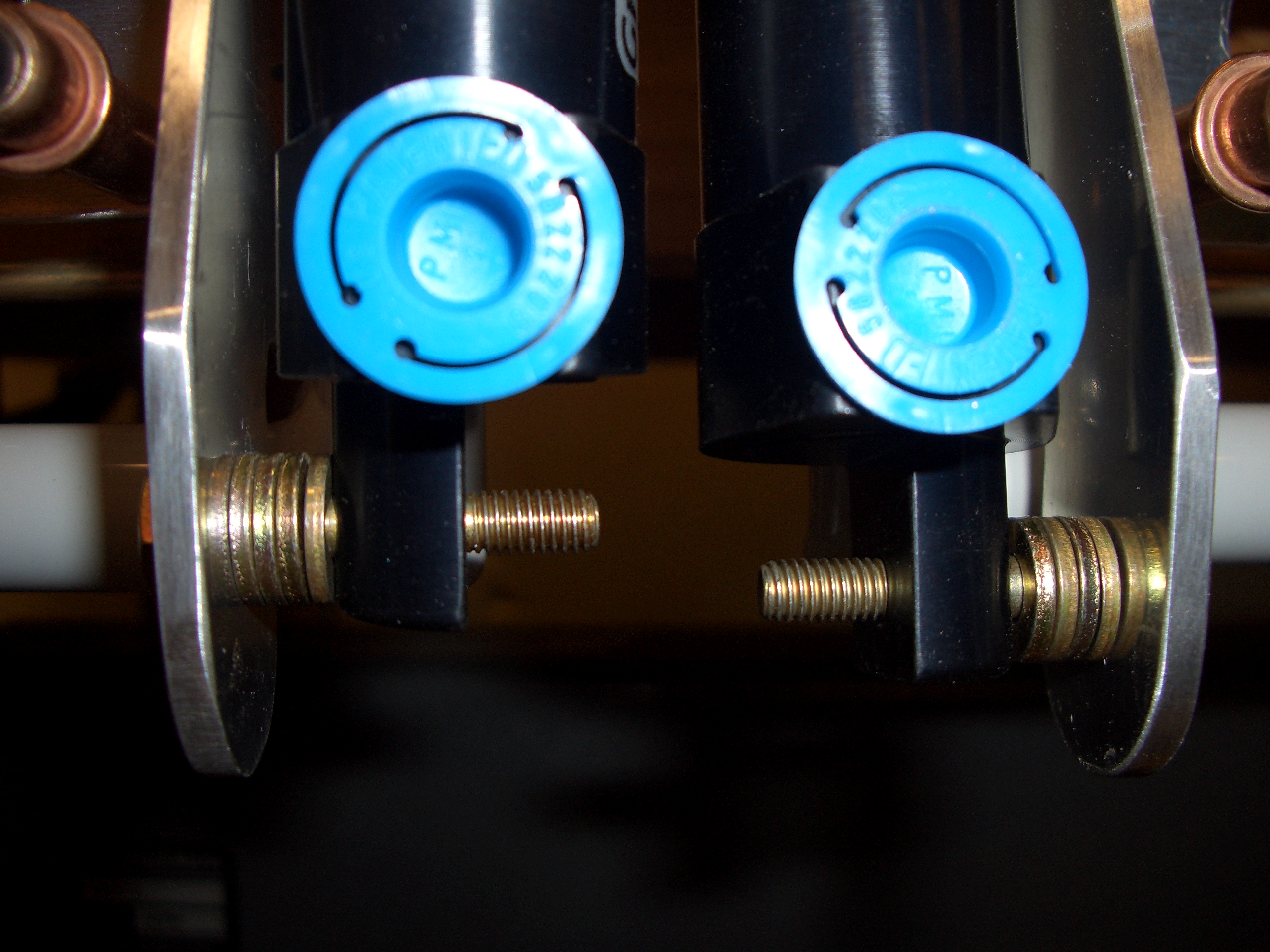
Edge distances came out great all around.
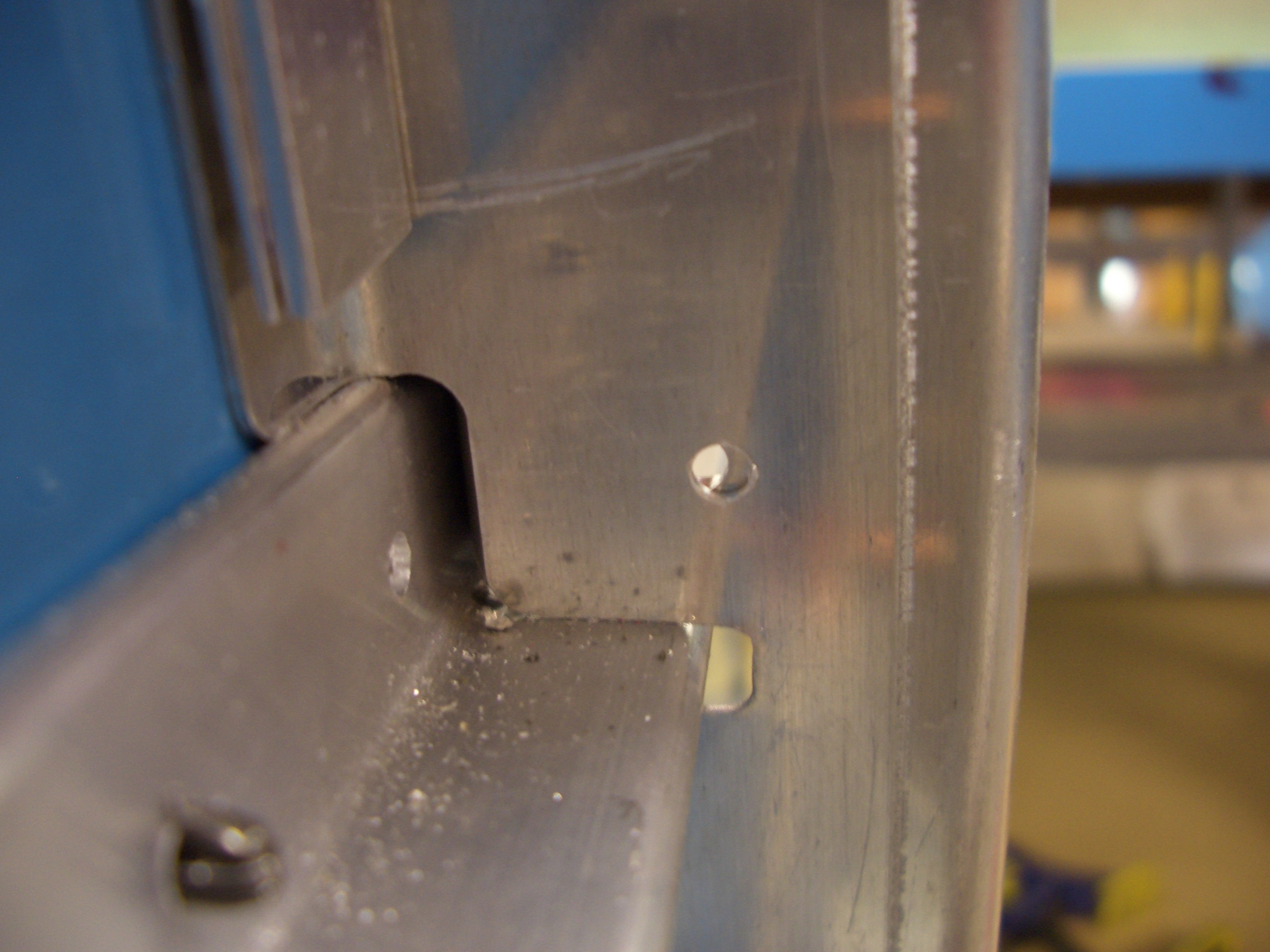
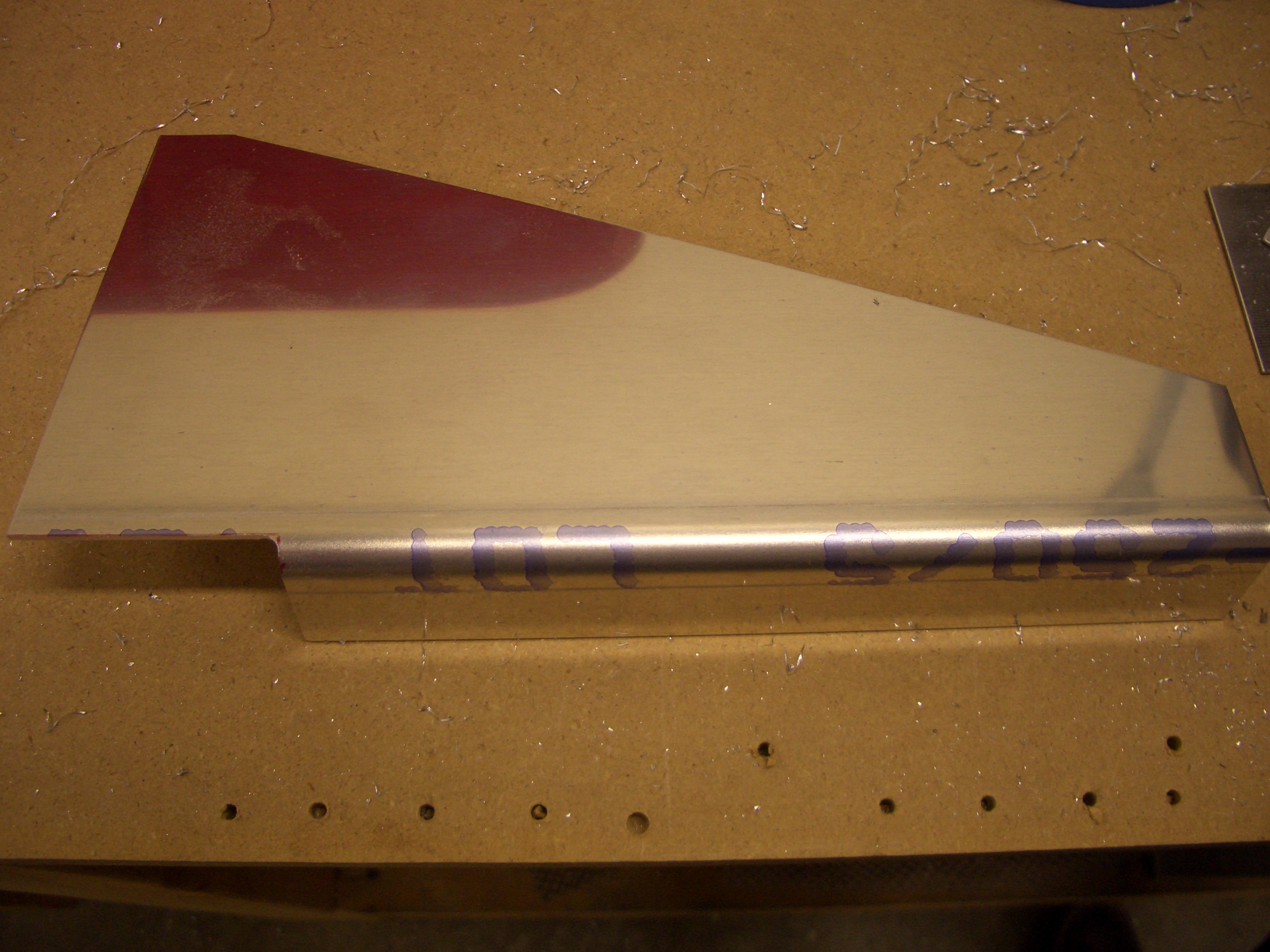
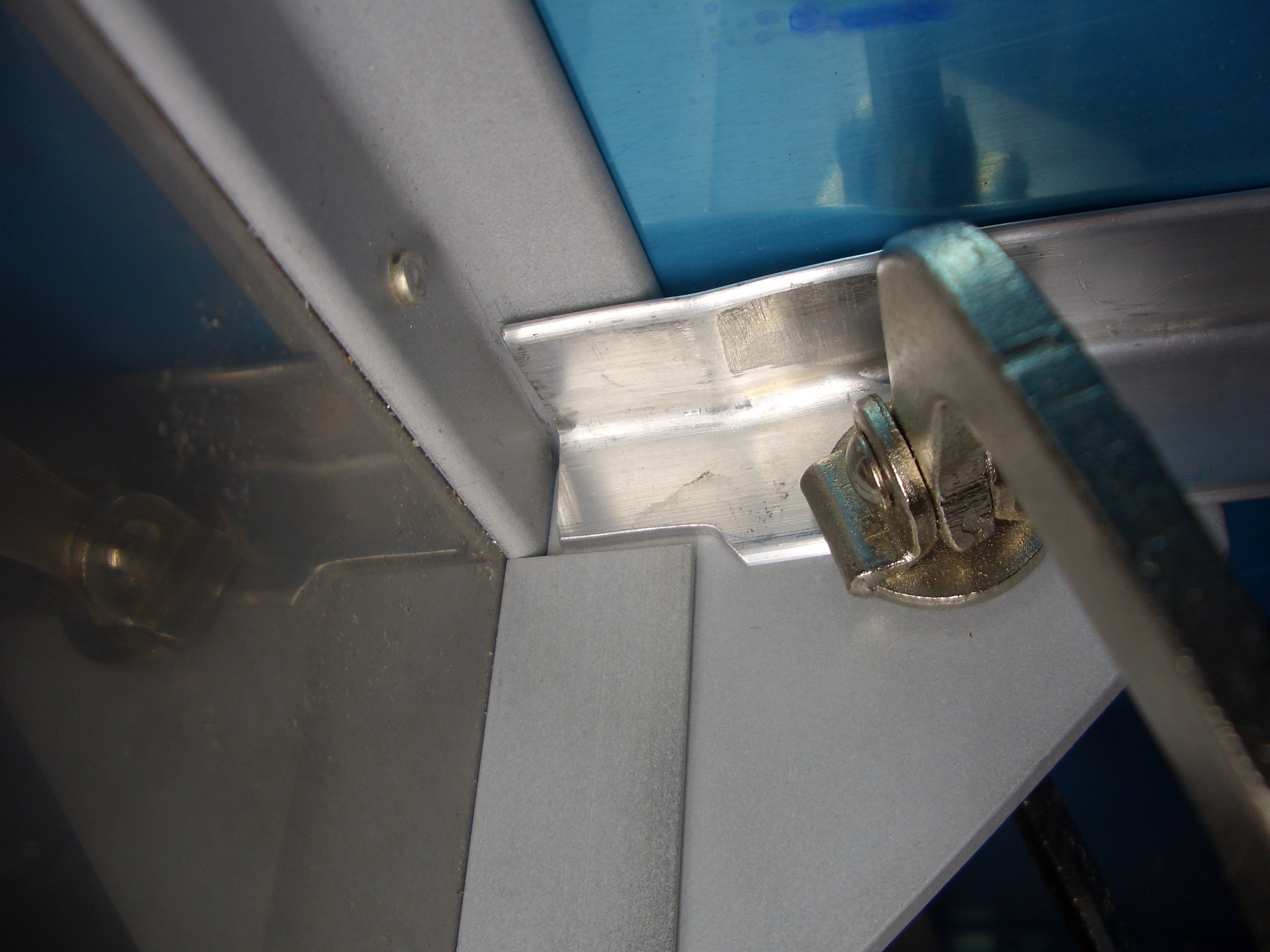
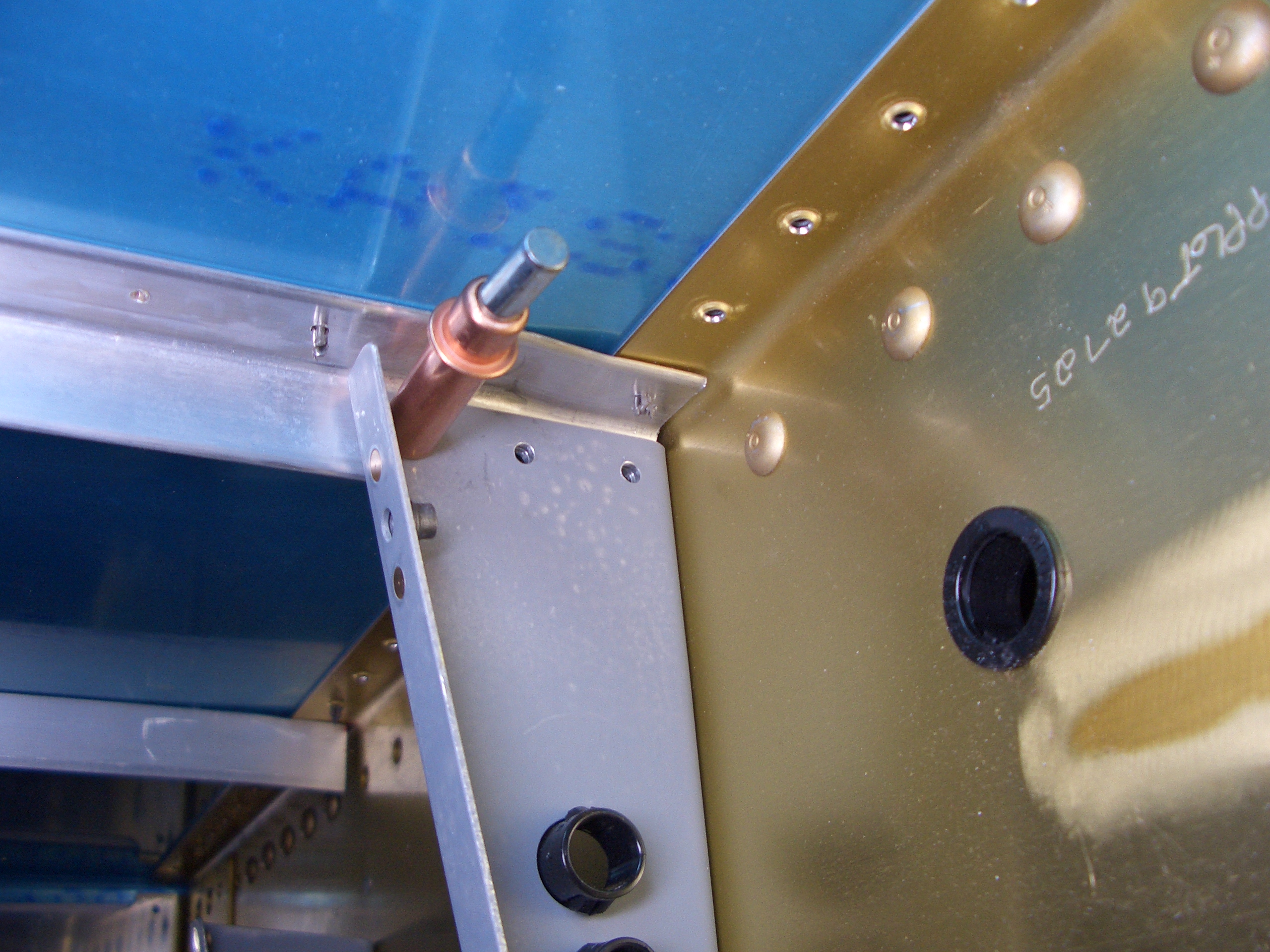
Here is the aft end showing how the stiffener steps up onto F-704. Notice also that the hole to the left is on the flat of the stiffener. I’ve noticed other builders having problems with the apex of the bend being forward of this hole which creates a gap between the skin and the stiffener at this hole. If you trim the aft end of the stiffener first to get this hole in the right spot and then trim the forward end to just touch the firewall stiffener, then you can avoid this.