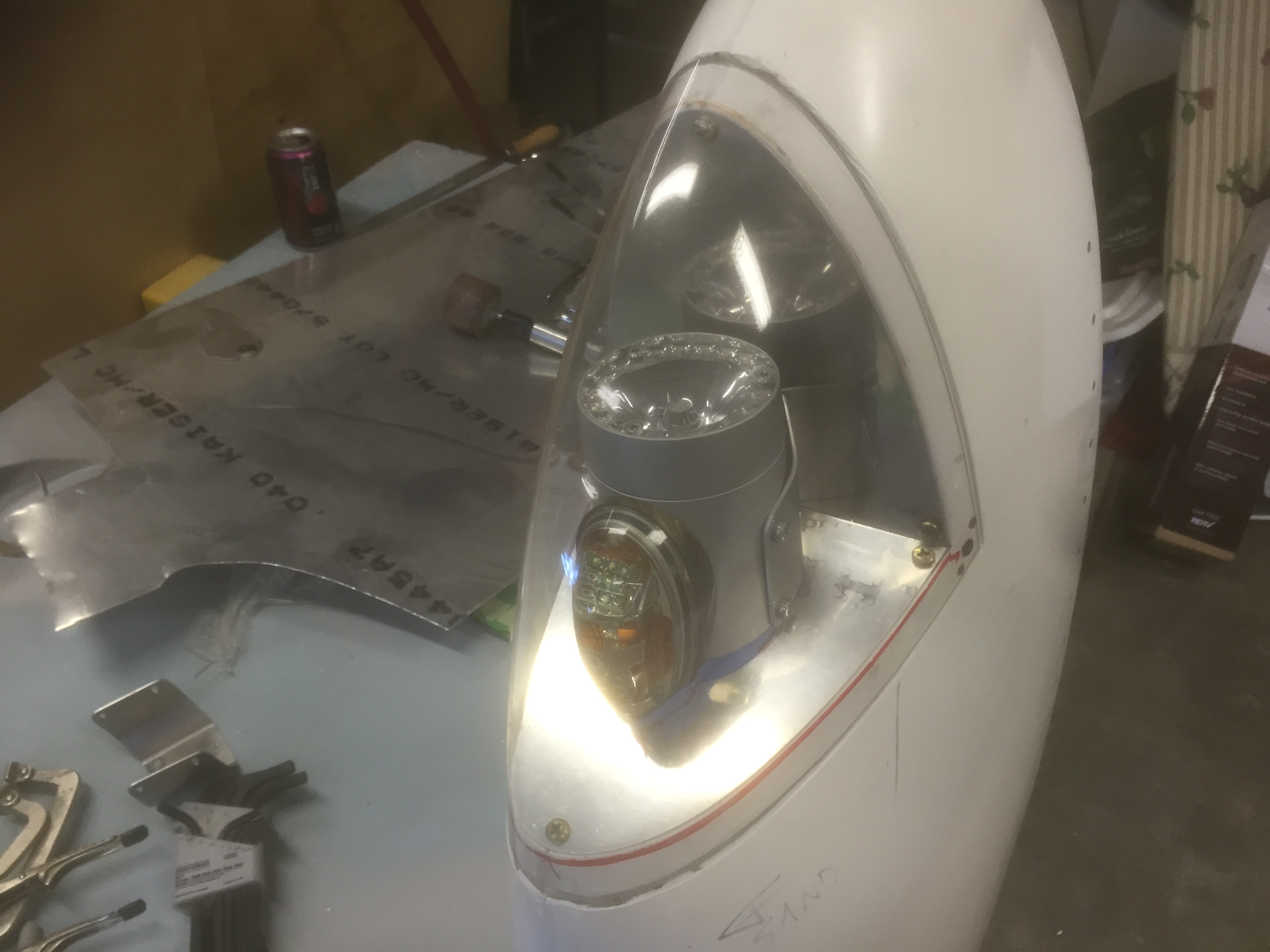
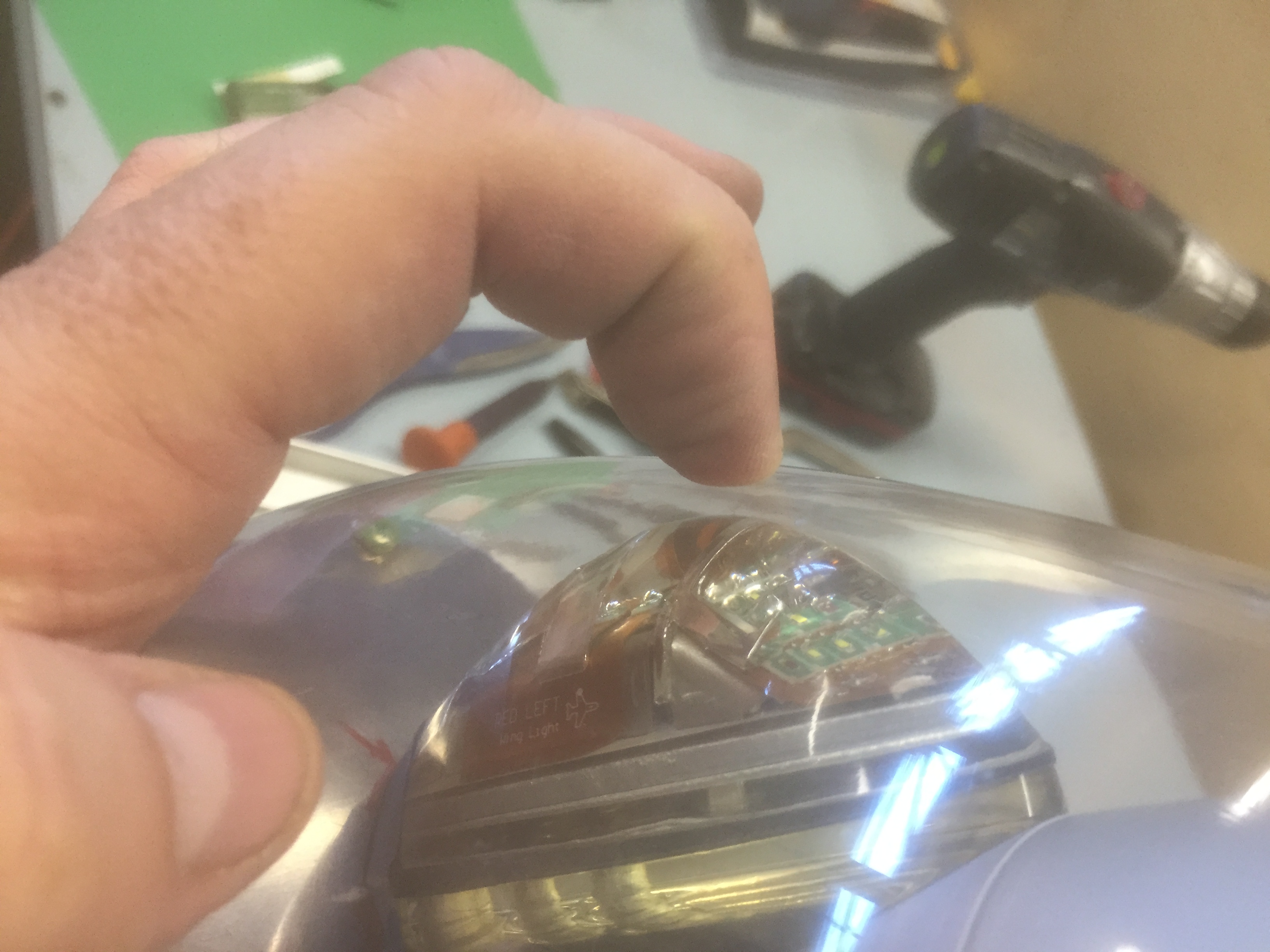
I had previously cut the lens opening larger than necessary because I knew I would use filler to make them fit the lenses exactly. This is way easier than trying to trim the lenses or opening to fit exactly. I added a couple of layers of electrical tape around the lens to act as a release and then installed it on the wingtips. I mixed up some epoxy with microlight and squeegeed it into the joint.

After the epoxy cured, I popped out the lenses and sanded the filler back so that it’s perfectly flush with the edge of the lens.